省胶的灌胶把手结构的制作方法
1.本实用新型涉及灌胶类零部件技术领域,尤其涉及一种省胶的灌胶把手结构。
背景技术:
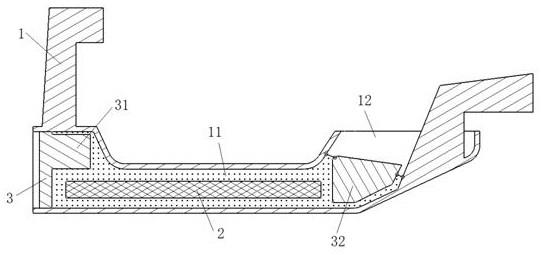
2.灌胶密封是保护电子元件常用的一种工艺,其通常是向一个内部设有电子元件的部件中注入密封胶,胶液在特殊环境(如真空)和重力的作用下灌满部件设有电子元件的整个腔体,胶液冷却凝固后,可以起到传导电信号和保护电子元件的作用。例如汽车的车门把手,如图1所示,车门把手1的内腔11设有pbc板2,内腔11一端设有堵盖3、另一端设有注胶口12,由于模具及产品结构等原因,空腔两端相比中部具有较大的空间,因此空腔两端需占用更多的灌胶材料4。
3.而理论上来说,灌胶材料覆盖电子元件一定厚度就可以完成密封。由于零件结构和灌胶设备的限制,无法达到理想状态,会有部分无用而多余的胶液。因此车门把手内腔两端的较大空间对于密封电子元件而言是无用区域,导致灌胶材料的浪费,增加生产成本,降低灌胶作业效率。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种省胶的灌胶把手结构,本把手结构克服传统把手灌胶作业的缺陷,有效节省灌胶材料,节省生产成本,提高灌胶作业效率,且减轻了把手的总体重量。
5.为解决上述技术问题,本实用新型省胶的灌胶把手结构包括把手本体,所述把手本体设有内腔,所述内腔设有pcb板,并且内腔两端分别设有堵盖和注胶口,还包括第一占位部件和第二占位部件,所述第一占位部件设于所述内腔的堵盖端空间,所述第二占位部件设于所述内腔的注胶口端空间,所述第一占位部件和第二占位部件挤占内腔两端空间,减少所述内腔两端的灌胶区域。
6.进一步,所述第一占位部件是所述堵盖底面的延伸部,所述第二占位部件是形状与所述内腔注胶口端空间形状匹配的占位块。
7.进一步,所述第一占位部件包括至少一块第一挡板,所述第一挡板设于所述堵盖底面并且将所述内腔的堵盖端空间划分为注胶区域和非注胶区域,所述第二占位部件包括至少一块第二挡板,所述第二挡板倾斜设于所述内腔的注胶口端空间并且将该空间划分为注胶通道和非注胶区域。
8.由于本实用新型省胶的灌胶把手结构采用了上述技术方案,即本把手结构包括把手本体,把手本体设有内腔,内腔设有pcb板,并且内腔两端分别设有堵盖和注胶口,还包括第一占位部件和第二占位部件,第一占位部件设于内腔的堵盖端空间,第二占位部件设于内腔的注胶口端空间,第一占位部件和第二占位部件挤占内腔两端空间,减少内腔两端的灌胶区域。本把手结构克服传统把手灌胶作业的缺陷,有效节省灌胶材料,节省生产成本,提高灌胶作业效率,且减轻了把手的总体重量。
附图说明
9.下面结合附图和实施方式对本实用新型作进一步的详细说明:
10.图1为传统车门把手灌胶示意图;
11.图2为本把手结构中占位部件分别是堵盖底面延伸部及占位块示意图;
12.图3为本把手结构中占位部件分别是横挡板及斜挡板示意图。
具体实施方式
13.实施例如图2和图3所示,本实用新型省胶的灌胶把手结构包括把手本体1,所述把手本体1设有内腔11,所述内腔11设有pcb板2,并且内腔11两端分别设有堵盖3和注胶口12,还包括第一占位部件和第二占位部件,所述第一占位部件设于所述内腔11的堵盖3端空间,所述第二占位部件设于所述内腔11的注胶口12端空间,所述第一占位部件和第二占位部件挤占内腔11两端空间,减少所述内腔11两端的灌胶区域。
14.优选的,所述第一占位部件是所述堵盖3底面的延伸部31,所述第二占位部件是形状与所述内腔注胶口端空间形状匹配的占位块32。
15.通过采用其他零件的体积来占用无用灌胶材料的空间,如在已有零件(堵盖)的基础上增加体积,挤占原有无用灌胶液的空间从而节省灌胶,或新增低成本材料的零件(占位块),占用原有无用灌胶液的空间从而节省灌胶,减少灌胶体积。
16.优选的,所述第一占位部件包括至少一块第一挡板5,所述第一挡板5设于所述堵盖3底面并且将所述内腔11的堵盖3端空间划分为注胶区域和非注胶区域,所述第二占位部件包括至少一块第二挡板6,所述第二挡板6倾斜设于所述内腔11的注胶口12端空间并且将该空间划分为注胶通道和非注胶区域。
17.第一挡板和第二挡板是采用围栏的方式减少灌胶体积,将堵盖端的空间用第一挡板分隔为灌胶区域与非注胶区域,将注胶口端用第二挡板分隔为原有的注胶通道和非注胶区域,同样起到节省灌胶的目的。
18.本把手结构有效减少了灌胶量,节省了价格高昂的密封胶的使用量,缩短了灌胶工艺时间,提高生产效率,降低生产成本,且减少车门把手的整体重量,有利于汽车碰撞的安全性和整车轻量化。
技术特征:
1.一种省胶的灌胶把手结构,包括把手本体,所述把手本体设有内腔,所述内腔设有pcb板,并且内腔两端分别设有堵盖和注胶口,其特征在于:还包括第一占位部件和第二占位部件,所述第一占位部件设于所述内腔的堵盖端空间,所述第二占位部件设于所述内腔的注胶口端空间,所述第一占位部件和第二占位部件挤占内腔两端空间,减少所述内腔两端的灌胶区域。2.根据权利要求1所述的省胶的灌胶把手结构,其特征在于:所述第一占位部件是所述堵盖底面的延伸部,所述第二占位部件是形状与所述内腔注胶口端空间形状匹配的占位块。3.根据权利要求1所述的省胶的灌胶把手结构,其特征在于:所述第一占位部件包括至少一块第一挡板,所述第一挡板设于所述堵盖底面并且将所述内腔的堵盖端空间划分为注胶区域和非注胶区域,所述第二占位部件包括至少一块第二挡板,所述第二挡板倾斜设于所述内腔的注胶口端空间并且将该空间划分为注胶通道和非注胶区域。
技术总结
本实用新型省胶的灌胶把手结构采用了上述技术方案,即本把手结构包括把手本体,把手本体设有内腔,内腔设有PCB板,并且内腔两端分别设有堵盖和注胶口,还包括第一占位部件和第二占位部件,第一占位部件设于内腔的堵盖端空间,第二占位部件设于内腔的注胶口端空间,第一占位部件和第二占位部件挤占内腔两端空间,减少内腔两端的灌胶区域。本把手结构克服传统把手灌胶作业的缺陷,有效节省灌胶材料,节省生产成本,提高灌胶作业效率,且减轻了把手的总体重量。总体重量。总体重量。
技术研发人员:吴同全 刘金华 高同交
受保护的技术使用者:烟台霍富汽车锁有限公司
技术研发日:2022.07.07
技术公布日:2023/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1