自动调节炭包底待加工槽的行走小车的制作方法
本技术涉及,特别是涉及自动调节炭包底待加工槽的行走小车。
背景技术:
1、本部分的陈述仅仅是提供与本实用新型公开的相关的背景技术,不必然构成在先技术。
2、铝用预焙阳极炭块底部开槽机在进行炭包底部的槽加工时,经常会进行炭包更换品种,或者对同一规格的炭包调节开槽深度尺寸,采用机械式调节,需要多次测量和复核,耗时达到20分钟左右。整体来说,不管是更换新的尺寸规格的炭包,还是对同一规格的炭包进行修改所需加工的槽的尺寸要求,其更换以及调整的效率都低,耗时也长。
3、故而本方案所需要解决的技术问题是:如何实现自动调整炭包的高度以及倾斜度,以实现自动调整更换不同尺寸后的炭包相对于切割装置的锯片的位置以及快速调整适应新的开槽要求,从而实现自动对准加工位置,以便直接将炭包运输至切割锯片上进行自动切割加工底部的槽。
技术实现思路
1、为了克服上述现有技术的不足,本实用新型提供了能够自动调整炭包的高度以及倾斜度,以实现自动调整更换不同尺寸后的炭包相对于切割装置的锯片的位置,从而实现了自动对准加工位置,以便直接将炭包运输至切割锯片上进行自动切割加工底部的槽的自动调节炭包底待加工槽的行走小车。
2、本实用新型所采用的技术方案是:自动调节炭包底待加工槽的行走小车,包括设置在切割装置顶部的支撑架,待加工的炭包被支撑于所述支撑架的支撑轨道和切割通道上,所述行走小车还包括:
3、至少两个变频驱动装置,每一个所述变频驱动装置在变频动力装置的驱动下带,带动固定在其上的滚轮沿行走支撑轨道行走,同时每一个所述变频动力装置端部固定有一个法兰;
4、至少一个升降装置,每一个所述升降装置设置有用于与法兰固定连接的导向杆,以及将导向杆顶部固定的导向支座,和连接在导向支座上驱动其升降的油杆以及伺服油缸;
5、其中:切割装置的锯片对准切割通道;所述导向支座与炭包的支撑轨道之间设有升降位移传感器,所述升降位移传感器和变频动力装置、伺服油缸均分别连接plc控制器。
6、在本技术方案中,每一个所述导向支座被配置于横跨支撑轨道的顶部上方,用于支撑两个位于行走支撑轨道两侧的两个所述导向杆同时带动支撑架升降。
7、在本技术方案中,至少两个所述变频驱动装置被设置于所述支撑轨道的长度方向上设置,并且每一个所述变频驱动装置的法兰连接一个升降装置,用于带动整个炭包调节其加工的底部槽的尺寸。
8、在本技术方案中,每一个所述升降装置的所述伺服油缸连接液压站。
9、在本技术方案中,在所述支撑轨道的长度方向上还配置有至少一个对中装置;其中:所述对中装置包括被配置于行走支撑轨道顶部的对中动力装置,和在所述对中动力装置驱动下夹紧或打开的抱紧夹臂。
10、在本技术方案中,所述支撑架还具有固定在支撑轨道上的竖直支撑部和顶部撑板;
11、其中:在所述竖直支撑部上固定有导向套,所述导向套供给其对应的导向杆进行导向支撑;
12、在所述顶部撑板上固定连接伺服油缸以及液压站。
13、在本技术方案中,所述切割装置的锯片的数量为两片,并且每一片所述锯片通过一个伺服动力装置和一个轴向调节装置驱动。
14、与现有技术相比,本实用新型的有益效果是:
15、1.实现了自动调节更换尺寸的炭包以及需要调整加工槽尺寸:将更换了尺寸的炭包以及需要调整加工的槽尺寸的炭包,在plc控制器的驱动下调整不同的升降装置沿高度方向同时或者依次带动炭包升降,以及在plc控制的驱动下调整变频动力装置驱动滚轮运动。
16、2.整体结构设计合理,强度高、使用寿命长:使用一个伺服油缸驱动油杆带动导向支座,以及连接导向支座上的两个导向杆同时带动支撑架升降。
17、3.保证了行走小车具有较好的升降动力以及升降稳定性:使用液压站,并且在plc控制器的调控下,更易实现进一步的稳定的自动升降。
18、4. 使用轴向伸缩调节炭包底部槽宽度的轴向调节装置:轴向调节装置一端固定在锯片上,另一端通过动力驱动伸缩,实现锯片的轴向调节,而且锯片的轴向伸缩量通过位移传感器测量,实现精确自动的伸缩调整。
19、综上所述,本实用新型的自动调节炭包底待加工槽的行走小车,实现了自动调节更换尺寸的炭包以及需要调整加工槽尺寸,整体结构设计合理,强度高、使用寿命长,保证了行走小车具有较好的升降动力以及升降稳定性,而且使用了轴向伸缩调节炭包底部槽宽度的轴向调节装置,自动化调整程度更高。
技术特征:
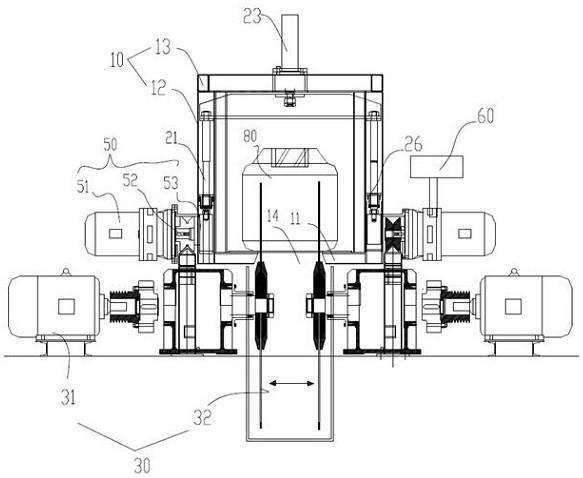
1.自动调节炭包底待加工槽的行走小车,包括设置在切割装置(30)顶部的支撑架(10),待加工的炭包(80)被支撑于所述支撑架(10)的支撑轨道(11)和切割通道(14)上,其特征在于,所述行走小车还包括:
2.根据权利要求1所述的自动调节炭包底待加工槽的行走小车,其特征在于:
3.根据权利要求2所述的自动调节炭包底待加工槽的行走小车,其特征在于:
4.根据权利要求3所述的自动调节炭包底待加工槽的行走小车,其特征在于:
5.根据权利要求4所述的自动调节炭包底待加工槽的行走小车,其特征在于:
6.根据权利要求4所述的自动调节炭包底待加工槽的行走小车,其特征在于:
7.根据权利要求1-6任意一项所述的自动调节炭包底待加工槽的行走小车,其特征在于:所述切割装置(30)的锯片(32)的数量为两片,并且每一片所述锯片(32)通过一个伺服动力装置(331)和一个轴向调节装置(33)驱动。
技术总结
本技术公开了自动调节炭包底待加工槽的行走小车,包括设置在支撑架以及至少两个变频驱动装置和至少一个升降装置,每一个变频驱动装置在变频动力装置的驱动下带动滚轮沿支撑轨道行走;每一个升降装置设置有与变频动力装置的法兰固定连接的导向杆以及油杆、伺服油缸;待加工的炭包被支撑于支撑轨道;切割装置的锯片对准加工的炭包的底部位置;导向支座与支撑轨道之间设升降位移传感器,升降位移传感器和变频动力装置、伺服油缸连接PLC控制器。本技术的行走小车,能够自动调整炭包的高度以及倾斜度,以实现自动调整更换不同尺寸后的炭包相对于切割装置的锯片的位置以及快速调整适应新的开槽要求,从而实现了自动对准加工位置。
技术研发人员:狄东君
受保护的技术使用者:海安永恒振动机械有限公司
技术研发日:20220927
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!