链条张紧器柱塞快拆夹具的制作方法
:
1.本实用新型属于链条张紧器生产技术领域,特别涉及一种链条张紧器柱塞快拆夹具。
背景技术:
2.链条张紧器是链传动系统中与凸轮轴连接的重要组件,链条张紧器的主要部件是活塞本体,需要将柱塞安装到活塞本体中。现有生产工艺中,操作人员将一件活塞本体夹持固定后,将柱塞安装到活塞本体中,然后取下活塞本体,再取下一件活塞本体夹持,组装效率低下。
3.公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
4.本实用新型的目的在于提供一种链条张紧器柱塞快拆夹具,从而克服上述现有技术中的缺陷。
5.为实现上述目的,本实用新型提供了一种链条张紧器柱塞快拆夹具,包括母模、设置在母模上的子模、固定子模的紧固机构;所述子模可拆卸地设置在母模上,所述子模包括定位底板、夹持单元,定位底板上设置有若干夹持单元,夹持单元间连为一体,夹持单元在轴向和径向定位工件;所述紧固机构位于夹持单元上方,通过紧固机构在竖直方向上固定工件。
6.优选地,技术方案中,定位底板上设置有定位销,通过定位销将定位底板固定在母模上,拆装子模时,只需将卸下定位销即可。
7.优选地,技术方案中,夹持单元中设置有弧形定位槽,弧形定位槽的尺寸与工件相配合,弧形定位槽一端开口一端设置有定位板,通过弧形定位槽径向定位工件,通过定位板轴向定位工件。
8.优选地,技术方案中,紧固机构包括压板、紧钉螺钉,压板位于夹持单元上方,通过紧钉螺钉将压板与夹持单元定位连接,保证工件在竖直方向上固定。
9.优选地,技术方案中,定位底板上设置有把手,方便搬运子模。
10.优选地,技术方案中,母模上设置有气缸,通过气缸对压板施压,进一步固定夹持单元。
11.与现有技术相比,本实用新型具有如下有益效果:
12.通过子模可一次夹持多个工件进行组装,通过多个子模轮换使用,大大提高了活塞本体的组装效率。子模可方便快捷地在母模上拆装,提高了生产效率。
附图说明:
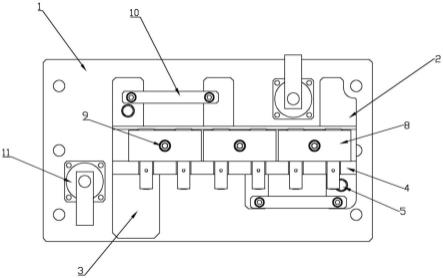
13.图1为本实用新型链条张紧器柱塞快拆夹具主视图;
14.图2为本实用新型链条张紧器柱塞快拆夹具结构示意图;
15.图3为本实用新型链条张紧器柱塞快拆夹具子模结构示意图;
16.附图标记为:1-母模、2-子模、3-定位底板、4-夹持单元、5-定位销、6-弧形定位槽、7-定位板、8-压板、9-紧钉螺钉、10-把手、11-气缸。
具体实施方式:
17.下面对本实用新型的具体实施方式进行详细描述,但应当理解本实用新型的保护范围并不受具体实施方式的限制。
18.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
19.如图1-3所示,一种链条张紧器柱塞快拆夹具,包括母模1、设置在母模1上的子模2、固定子模2的紧固机构;所述子模2可拆卸地设置在母模1上,所述子模2包括定位底板3、夹持单元4,定位底板3上设置有若干夹持单元4,定位底板3上设置有定位销5,通过定位销5将定位底板3固定在母模1上,拆装子模2时,只需将卸下定位销5即可,定位底板3上设置有把手10,方便搬运子模2;夹持单元4间连为一体,夹持单元4中设置有弧形定位槽6,弧形定位槽6的尺寸与工件相配合,弧形定位槽6一端开口一端设置有定位板7,通过弧形定位槽6径向定位工件,通过定位板7轴向定位工件;所述紧固机构包括压板8、紧钉螺钉9,压板8位于夹持单元4上方,通过紧钉螺钉9将压板8与夹持单元4定位连接,保证工件在竖直方向上固定。母模1上设置有气缸11,通过气缸11对压板8施压,进一步固定夹持单元4。
20.操作人员将活塞本体插入弧形定位槽6中固定,每个子模2可安装六个活塞本体,将压板8通过紧钉螺钉9固定在夹持单元4上,将子模2固定在母模1上,操作人员确定活塞本体在径向、轴向、竖直方向上完成定位后,将柱塞与活塞本体进行组装,当子模2中活塞本体组装完成后,只需取下定位销5,更换新的子模2,可以快速进行下一组活塞本体的组装,大大提高了活塞本体的组装效率。
21.前述对本实用新型的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本实用新型限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本实用新型的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本实用新型的各种不同的示例性实施方案以及各种不同的选择和改变。本实用新型的范围意在由权利要求书及其等同形式所限定。
技术特征:
1.一种链条张紧器柱塞快拆夹具,其特征在于:包括母模、设置在母模上的子模、固定子模的紧固机构;所述子模可拆卸地设置在母模上,所述子模包括定位底板、夹持单元,定位底板上设置有若干夹持单元,夹持单元间连为一体,夹持单元在轴向和径向定位工件;所述紧固机构位于夹持单元上方,通过紧固机构在竖直方向上固定工件。2.根据权利要求1所述的链条张紧器柱塞快拆夹具,其特征在于:定位底板上设置有定位销,通过定位销将定位底板固定在母模上。3.根据权利要求2所述的链条张紧器柱塞快拆夹具,其特征在于:夹持单元中设置有弧形定位槽,弧形定位槽的尺寸与工件相配合,弧形定位槽一端开口一端设置有定位板,通过弧形定位槽径向定位工件,通过定位板轴向定位工件。4.根据权利要求1所述的链条张紧器柱塞快拆夹具,其特征在于:紧固机构包括压板、紧钉螺钉,压板位于夹持单元上方,通过紧钉螺钉将压板与夹持单元定位连接,保证工件在竖直方向上固定。5.根据权利要求1所述的链条张紧器柱塞快拆夹具,其特征在于:定位底板上设置有把手。6.根据权利要求1所述的链条张紧器柱塞快拆夹具,其特征在于:母模上设置有气缸。
技术总结
本实用新型公开了一种链条张紧器柱塞快拆夹具。包括母模、设置在母模上的子模、固定子模的紧固机构;所述子模可拆卸地设置在母模上,所述子模包括定位底板、夹持单元,定位底板上设置有若干夹持单元,夹持单元间连为一体,夹持单元在轴向和径向定位工件;所述紧固机构位于夹持单元上方,通过紧固机构在竖直方向上固定工件。本实用新型通过子模可一次夹持多个工件进行组装,通过多个子模轮换使用,大大提高了活塞本体的组装效率。子模可方便快捷地在母模上拆装,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:刘光弘
受保护的技术使用者:时硕科技(无锡)有限公司
技术研发日:2022.09.30
技术公布日:2023/2/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1