一种眼螺栓定位工装的制作方法
本技术涉及一种眼螺栓定位工装,用于飞机雷达罩装配眼螺栓的分解、装配、调试等操作时的定位。
背景技术:
1、飞机雷达罩位于机身头部,在飞机飞行过程中,首当其冲承受气流冲刷,其外形为流线型,起到整流作用,同时保护内部雷达免受冲击、雷雨。以雷达罩内部的“l”型金属框架构成的环形平面为基准面,上面均匀分布若干个锁座,通过安装在锁座上的眼螺栓插入机身对应的旋转锁内,利用专用工具将锁钩旋转到眼螺栓的“孔眼”内,完成上锁,从而实现雷达罩与机身的装配工作。为保障飞行安全,飞机大修时,眼螺栓需要经历分解-磁粉探伤-再装配-长度调试等修理工序。分解与再装配通常采用开口扳手卡在眼螺栓的“孔眼”处实现眼螺栓的固定,再使用另一个开口扳手不断旋转螺母,直至眼螺栓的螺杆部分全部脱离螺母。这种分解、装配方式存在操作不便、定位偏差大的缺点,容易造成眼螺栓表面划伤、螺纹滑丝。
技术实现思路
1、为了解决目前分解、装配眼螺栓的方式操作不便、定位偏差大,且易造成眼螺栓表面划伤、螺纹滑丝的技术问题,本实用新型提供了一种眼螺栓定位工装。
2、本实用新型采用的技术方案是:
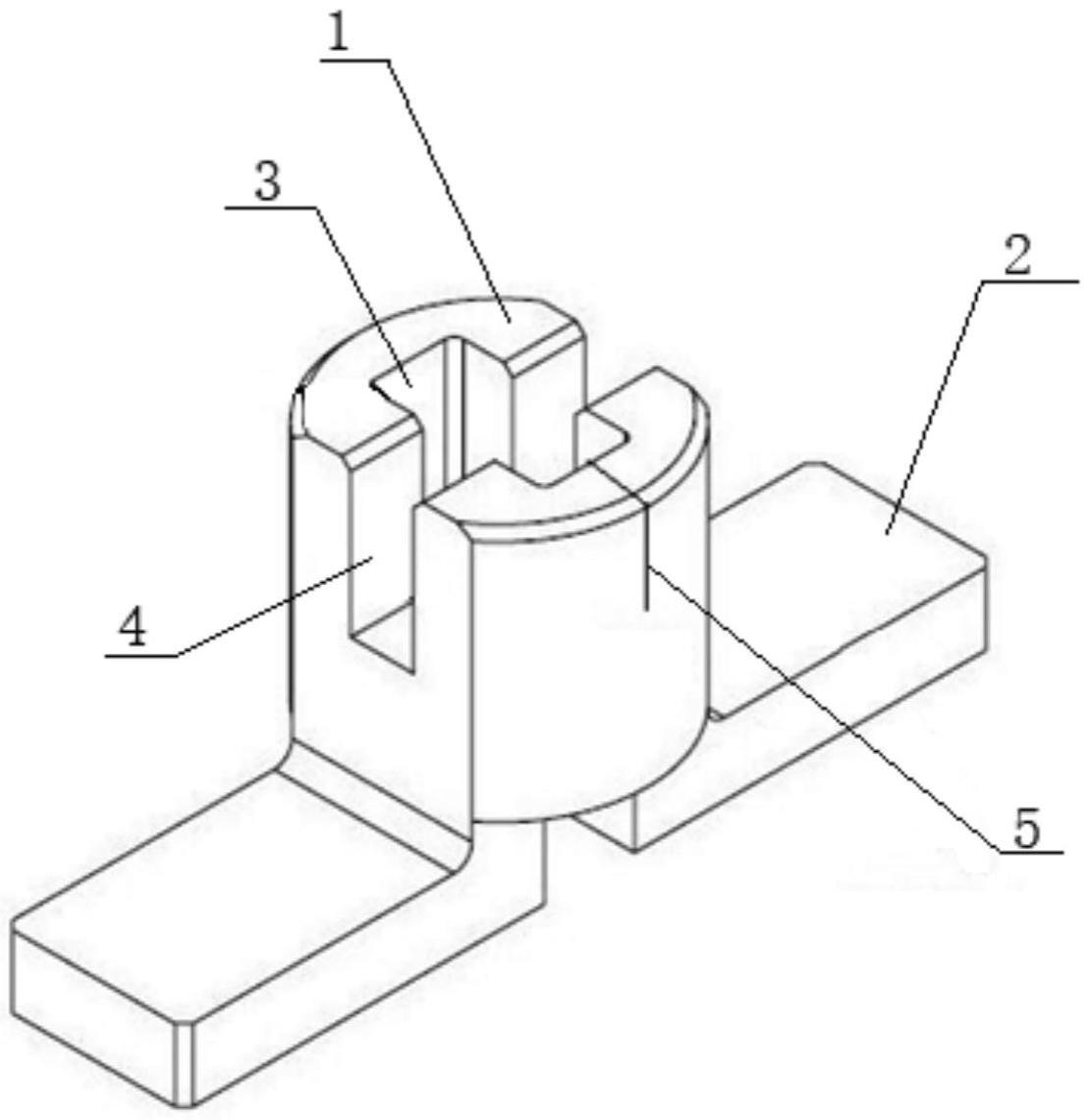
3、一种眼螺栓定位工装,其特殊之处在于:包括导向定位柱和设置在所述导向定位柱下端的两个固定耳座;
4、所述导向定位柱的中部为沿轴向延伸的导向定位孔,该导向定位孔的内壁形状和尺寸均与眼螺栓的头部的外部轮廓形状和尺寸相匹配,使得眼螺栓的头部可在所述导向定位孔内稳定平移;
5、所述固定耳座有两个,对称设置在所述导向定位柱的底端,且均向导向定位柱的外部延伸;两个固定耳座之间具有间距,使得眼螺栓的头部能从所述间距穿过,进入所述导向定位孔中。
6、进一步地,所述导向定位孔为上端封闭的通孔。
7、进一步地,所述导向定位柱的侧壁上还开设有测量窗口,所述测量窗口能容纳量具测量头。
8、进一步地,所述测量窗口有两个,相对设置。
9、进一步地,所述导向定位柱的外侧壁上还设置有用于观察眼螺栓方位是否正确的定位刻线。
10、本实用新型的有益效果:
11、1.本实用新型用于在分解、安装以及调试眼螺栓期间对眼螺栓进行导向和定位;在分解和安装眼螺栓前,仅需将本实用新型套在眼螺栓上部,操作者单手使用开口扳手即可分解或安装眼螺栓,操作方便;在分解或安装眼螺栓期间,由于本实用新型能够为眼螺栓提供轴向导向和径向定位作用,很好地解决了眼螺栓分解松动后以及安装期间的倾斜问题,大大提高眼螺栓的分解和安装质量,减少了因为眼螺栓倾斜造成的螺纹滑丝、与螺母“咬死”的现象。
12、2.本实用新型中导向定位孔为通孔,能够满足眼螺栓分解、装配及调试过程中不同伸长状态下的固定限制,即在轴向上眼螺栓可以自由调节伸长量,拓展了本实用新型的适用范围。
13、3.本实用新型在导向定位柱的侧壁上开设两个测量窗口,该测量窗口可容纳量具测量头,因而无需取下定位工装,即可测量任意状态下眼螺栓的伸长量,提高了安装调试效率。
14、4.本实用新型在导向定位柱的外侧壁上设置了定位刻线,操作者通过该定位刻线可以清晰明确地观察到眼螺栓的方位是否与导向定位孔相对应、无干涉,提高装配效率,减少方向偏差带来的返工。
15、5.采用本实用新型的定位工装分解、装配、调试眼螺栓60余件,装机出厂飞机6架,使用情况良好,较之现有方式,大大降低了人工劳动强度及产品损失率,经统计计算,共计节约人工成本6480元,节约零件成本60000元,修理周期缩短20%以上。
16、6.本实用新型可以用于雷达罩眼螺栓的分解、装配工作,也可以用于其他眼螺栓的分解、装配和调试工作中。
技术特征:
1.一种眼螺栓定位工装,其特征在于:包括导向定位柱和设置在所述导向定位柱下端的两个固定耳座;
2.根据权利要求1所述的眼螺栓定位工装,其特征在于:所述导向定位孔为上端封闭的通孔。
3.根据权利要求1所述的眼螺栓定位工装,其特征在于:所述导向定位柱的侧壁上还开设有测量窗口,所述测量窗口能容纳量具测量头。
4.根据权利要求3所述的眼螺栓定位工装,其特征在于:所述测量窗口有两个,相对设置。
5.根据权利要求1所述的眼螺栓定位工装,其特征在于:所述导向定位柱的外侧壁上还设置有用于观察眼螺栓方位是否正确的定位刻线。
技术总结
为了解决目前分解、装配眼螺栓的方式操作不便、定位偏差大,且易造成眼螺栓表面划伤、螺纹滑丝的技术问题,本技术提供了一种眼螺栓定位工装,包括导向定位柱和设置在所述导向定位柱下端的两个固定耳座;导向定位柱的中部为沿轴向延伸的导向定位孔,该导向定位孔的内壁形状和尺寸均与眼螺栓的头部的外部轮廓形状和尺寸相匹配,使得眼螺栓的头部可在所述导向定位孔内稳定平移;固定耳座有两个,对称设置在导向定位柱的底端,且均向导向定位柱的外部延伸;两个固定耳座之间具有间距,使得眼螺栓的头部能从所述间距穿过,进入导向定位孔中。本技术在分解、安装以及调试眼螺栓期间可对眼螺栓进行导向和定位,提高眼螺栓的分解和安装质量。
技术研发人员:周丽,李颖,武策,李政阳,唐国志,刘瑶
受保护的技术使用者:国营四达机械制造公司
技术研发日:20221024
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!