玻璃钢雷达天线罩单元件连接孔的加工工装的制作方法
本技术涉及雷达天线,尤其涉及一种玻璃钢雷达天线罩单元件连接孔的加工工装。
背景技术:
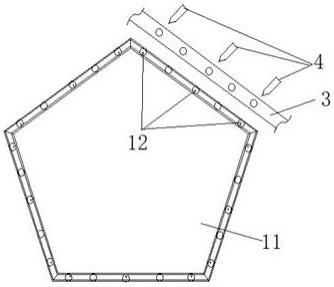
1、大型截球型玻璃钢雷达天线罩由多种随机分块的球面多边形单元件组成,如图1所示,由球面多边形单元件11拼接构成天线罩1。通常大型截球型玻璃钢雷达天线罩采用整体钻孔工装的方式实现球面多边形单元件连接孔的加工,整体钻孔工装的制作过程较为不便,其尺寸偏大、重量较大,所匹配的单元件型号通用性较差,单元件连接孔加工作业的劳动强度较大,后期整体钻孔工装的仓储占地要求和管理维护要求都比较高,提高了天线罩拼装的成本。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种玻璃钢雷达天线罩单元件连接孔的加工工装,本工装克服传统单元件连接孔定位和加工的缺陷,使单元件连接孔的加工既能满足钻孔尺寸的精度要求,又能降低作业强度,同时提高加工工装的通用性,显著降低后期仓储占地要求和管理维护成本。
2、为解决上述技术问题,本实用新型玻璃钢雷达天线罩单元件连接孔的加工工装包括单元件成型模具和钻孔定位条,所述单元件成型模具在每条边预留三个定位点,所述钻孔定位条沿长度方向间隔设有若干通孔,所述若干通孔内设有可换钻套,并且若干通孔中至少有三个通孔位置与所述单元件成型模具在每条边预留的三个定位点位置匹配。
3、进一步,所述单元件成型模具根据单元件形状结构通过建模设计和机加工在每条边预留三个定位点。
4、进一步,单元件在单元件成型模具内成型后保留每条边三个定位点位置,并在单元件每条边的定位点位置设有销孔。
5、进一步,所述钻孔定位条装夹于单元件的每条边,并采用定位销插入单元件每条边的销孔定位。
6、进一步,所述钻孔定位条与单元件的每条边采用c形夹具夹持。
7、进一步,所述钻孔定位条是柔性钢条。
8、由于本实用新型玻璃钢雷达天线罩单元件连接孔的加工工装采用了上述技术方案,即本加工工装包括单元件成型模具和钻孔定位条,单元件成型模具在每条边预留三个定位点,钻孔定位条沿长度方向间隔设有若干通孔,若干通孔内设有可换钻套,并且若干通孔中至少有三个通孔位置与单元件成型模具在每条边预留的三个定位点位置匹配。本工装克服传统单元件连接孔定位和加工的缺陷,使单元件连接孔的加工既能满足钻孔尺寸的精度要求,又能降低作业强度,同时提高加工工装的通用性,显著降低后期仓储占地要求和管理维护成本。
技术特征:
1.一种玻璃钢雷达天线罩单元件连接孔的加工工装,其特征在于:本加工工装包括单元件成型模具和钻孔定位条,所述单元件成型模具在每条边预留三个定位点,所述钻孔定位条沿长度方向间隔设有若干通孔,所述若干通孔内设有可换钻套,并且若干通孔中至少有三个通孔位置与所述单元件成型模具在每条边预留的三个定位点位置匹配。
2.根据权利要求1所述的玻璃钢雷达天线罩单元件连接孔的加工工装,其特征在于:所述单元件成型模具根据单元件形状结构通过建模设计和机加工在每条边预留三个定位点。
3.根据权利要求1或2所述的玻璃钢雷达天线罩单元件连接孔的加工工装,其特征在于:单元件在单元件成型模具内成型后保留每条边三个定位点位置,并在单元件每条边的定位点位置设有销孔。
4.根据权利要求3所述的玻璃钢雷达天线罩单元件连接孔的加工工装,其特征在于:所述钻孔定位条装夹于单元件的每条边,并采用定位销插入单元件每条边的销孔定位。
5.根据权利要求3所述的玻璃钢雷达天线罩单元件连接孔的加工工装,其特征在于:所述钻孔定位条与单元件的每条边采用c形夹具夹持。
6.根据权利要求3所述的玻璃钢雷达天线罩单元件连接孔的加工工装,其特征在于:所述钻孔定位条是柔性钢条。
技术总结
本技术公开了一种玻璃钢雷达天线罩单元件连接孔的加工工装,本加工工装包括单元件成型模具和钻孔定位条,单元件成型模具在每条边预留三个定位点,钻孔定位条沿长度方向间隔设有若干通孔,若干通孔内设有可换钻套,并且若干通孔中至少有三个通孔位置与单元件成型模具在每条边预留的三个定位点位置匹配。本工装克服传统单元件连接孔定位和加工的缺陷,使单元件连接孔的加工既能满足钻孔尺寸的精度要求,又能降低作业强度,同时提高加工工装的通用性,显著降低后期仓储占地要求和管理维护成本。
技术研发人员:赵意,时欢,胡鑫,张伟,方佳玲
受保护的技术使用者:上海之合玻璃钢有限公司
技术研发日:20221103
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!