一种自动切绳装置及绞绳设备的制作方法
本申请涉及造纸机械辅助装置领域,具体涉及一种自动切绳装置及绞绳设备。
背景技术:
1、废纸d型水力碎浆机在日常运行中,原料含有很多塑料、书钉等杂质,需要通过外力方式进行去除,配有绞绳机和配套的切绳机设备,作用是将碎浆机里面的铁丝、绳索丝带、大塑料等杂质通过绞绳机带出碎浆机,然后经过切绳机将带出的绞绳剪切成一段一段的。
2、现有技术中的绞绳切割方法一般为人工控制切割,这样在切割时浪费人力,且每次绞绳切割的长度不一,工作效率低,不方便后续处理。
技术实现思路
1、鉴于上述问题,本申请提供了一种自动切绳装置及绞绳设备,用于解决人工控制切割绞绳,浪费人力且每次绞绳切割的长度不一,工作效率低,不方便后续处理的问题。
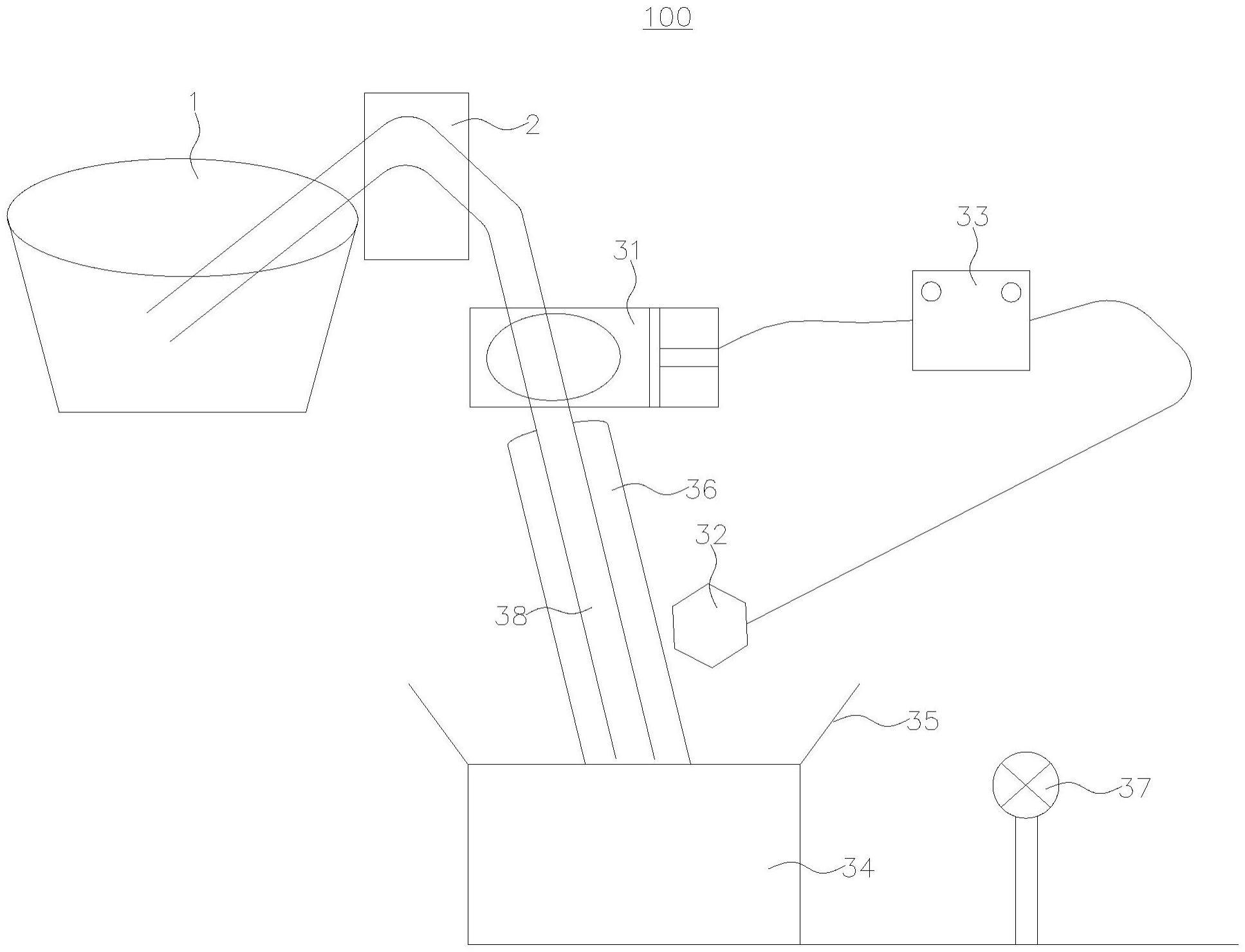
2、为实现上述目的,发明人提供了一种自动切绳装置,包括切绳机、传感器、控制模块以及绞绳收集箱,切绳机用于切割绞绳;绞绳的末端处设置有传感器,传感器用于检测绞绳经过;控制模块分别与切绳机以及传感器通讯连接,控制模块根据传感器传送的信号用于控制切绳机切割绞绳;绞绳收集箱用于收集切割后的绞绳。
3、在一些实施例中,绞绳收集箱的外围设置有防护围栏,防护围栏用于防止切割后的绞绳落至绞绳收集箱的外围。
4、在一些实施例中,自动切绳装置还包括送料机构,送料机构设置在绞绳的下方,送料机构呈倾斜状设置用于将切割后的绞绳输送至绞绳收集箱内。
5、在一些实施例中,自动切绳装置还包括警报机构,警报机构与切绳机连接,警报机构用于提示切绳机的状态。
6、在一些实施例中,警报机构包括警示灯,警示灯用于通过亮灯提示切绳机的状态。
7、在一些实施例中,切绳机包括安装座、切刀以及驱动单元;安装座上设置有切刀以及供绞绳通过的通道,切刀的切割端朝向通道,驱动单元与切刀的固定端连接,驱动单元用于驱动切刀向通道前进,以切割绞绳。
8、在一些实施例中,驱动单元包括气缸以及推杆。
9、在一些实施例中,传感器包括距离传感器以及接近开关。
10、区别于现有技术,上述技术方案设置有传感器以及控制模块,在绞绳的末端处设置有传感器,传感器在检查绞绳经过后将相应信号输送至控制模块,控制模块再控制切绳机切割绞绳。由此,自切绳机处的绞绳被切割。之后,当传感器重新检测到新的一段绞绳通过后重复刚刚的动作。最后,切割后的绞绳落至绞绳收集箱。此过程中不需要人工介入,节省人力。且由于传感器的存在使得切割的绞绳长度大致一样,提高效率且方便后续处理。
11、为实现上述目的,发明人还提供了一种绞绳设备,包括碎浆机、绞绳机以及发明人上述提供的任一项的自动切绳装置,绞绳机用于将碎浆机内的绞绳拉出;自动切绳装置用于将绞绳机拉出的绞绳切割。
12、区别于现有技术,上述技术方案设置有传感器以及控制模块,在绞绳的末端处设置有传感器,传感器在检查绞绳经过后将相应信号输送至控制模块,控制模块再控制切绳机切割绞绳。由此,自切绳机处的绞绳被切割。之后,当传感器重新检测到新的一段绞绳通过后重复刚刚的动作。最后,切割后的绞绳落至绞绳收集箱。此过程中不需要人工介入,节省人力。且由于传感器的存在使得切割的绞绳长度大致一样,提高效率且方便后续处理。
13、上述
技术实现要素:
相关记载仅是本申请技术方案的概述,为了让本领域普通技术人员能够更清楚地了解本申请的技术方案,进而可以依据说明书的文字及附图记载的内容予以实施,并且为了让本申请的上述目的及其它目的、特征和优点能够更易于理解,以下结合本申请的具体实施方式及附图进行说明。
技术特征:
1.一种自动切绳装置,其特征在于,包括:
2.根据权利要求1所述的自动切绳装置,其特征在于,所述绞绳收集箱的外围设置有防护围栏,所述防护围栏用于防止所述切割后的绞绳落至所述绞绳收集箱的外围。
3.根据权利要求1所述的自动切绳装置,其特征在于,所述自动切绳装置还包括送料机构,所述送料机构设置在所述绞绳的下方,所述送料机构呈倾斜状设置用于将切割后的绞绳输送至所述绞绳收集箱内。
4.根据权利要求1所述的自动切绳装置,其特征在于,所述自动切绳装置还包括警报机构,所述警报机构与所述切绳机连接,所述警报机构用于提示所述切绳机的状态。
5.根据权利要求4所述的自动切绳装置,其特征在于,所述警报机构包括警示灯,所述警示灯用于通过亮灯提示所述切绳机的状态。
6.根据权利要求1所述的自动切绳装置,其特征在于,所述切绳机包括安装座、切刀以及驱动单元;
7.根据权利要求6所述的自动切绳装置,其特征在于,所述驱动单元包括气缸以及推杆。
8.根据权利要求1所述的自动切绳装置,其特征在于,所述传感器包括距离传感器以及接近开关。
9.一种绞绳设备,其特征在于,包括:
技术总结
本技术涉及一种自动切绳装置及绞绳设备,包括切绳机、传感器、控制模块以及绞绳收集箱,切绳机用于切割绞绳;绞绳的末端处设置有传感器,传感器用于检测绞绳经过;控制模块分别与切绳机及传感器通讯连接,控制模块根据传感器传送的信号用于控制切绳机切割绞绳;绞绳收集箱用于收集切割后的绞绳。在绞绳的末端处设置有传感器,传感器在检查绞绳经过后将信号输送至控制模块,控制模块再控制切绳机切割绞绳,自切绳机处的绞绳被切断。之后,当传感器重新检测到新的一段绞绳通过后重复刚刚的动作。最后,切断后的绞绳落至绞绳收集箱。此过程中无需人工介入,节省人力。且由于传感器的存在使得切断的绞绳长度大致一样,提高效率且方便后续处理。
技术研发人员:张先荣,李聪定,何松柏,樊飞,廖贻青
受保护的技术使用者:山鹰华南纸业有限公司
技术研发日:20221116
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!