一种多规格螺栓拧紧装置的制作方法
本技术属于设备安装,特别是提供了一种多规格螺栓拧紧装置。
背景技术:
1、设备安装时,对于紧固螺栓一般都采取专用扳手进行拧紧的方式,
2、该方式的弊端,一是对于多种规格的螺栓,调节不能满足拧紧需求时,需要更换不同规格的扳手;二是局限空间的螺栓有时不能满足使用专用扳手,需要借助辅助工具来完成螺栓拧紧,增大了设备安装难度。
技术实现思路
1、将拧紧装置前端的紧固半圆环套入设备螺栓上,并使紧固半圆环内的摩擦条紧贴设备螺栓上的螺母外缘,之后操作手柄拧动栓杆,使栓杆通过两个螺母前移,直到栓杆前端的卡槽与设备螺栓的螺母外缘顶紧,然后操作手柄使拧紧装置横向旋转,带动设备螺栓上的螺母旋转,直到设备螺栓拧紧为止。
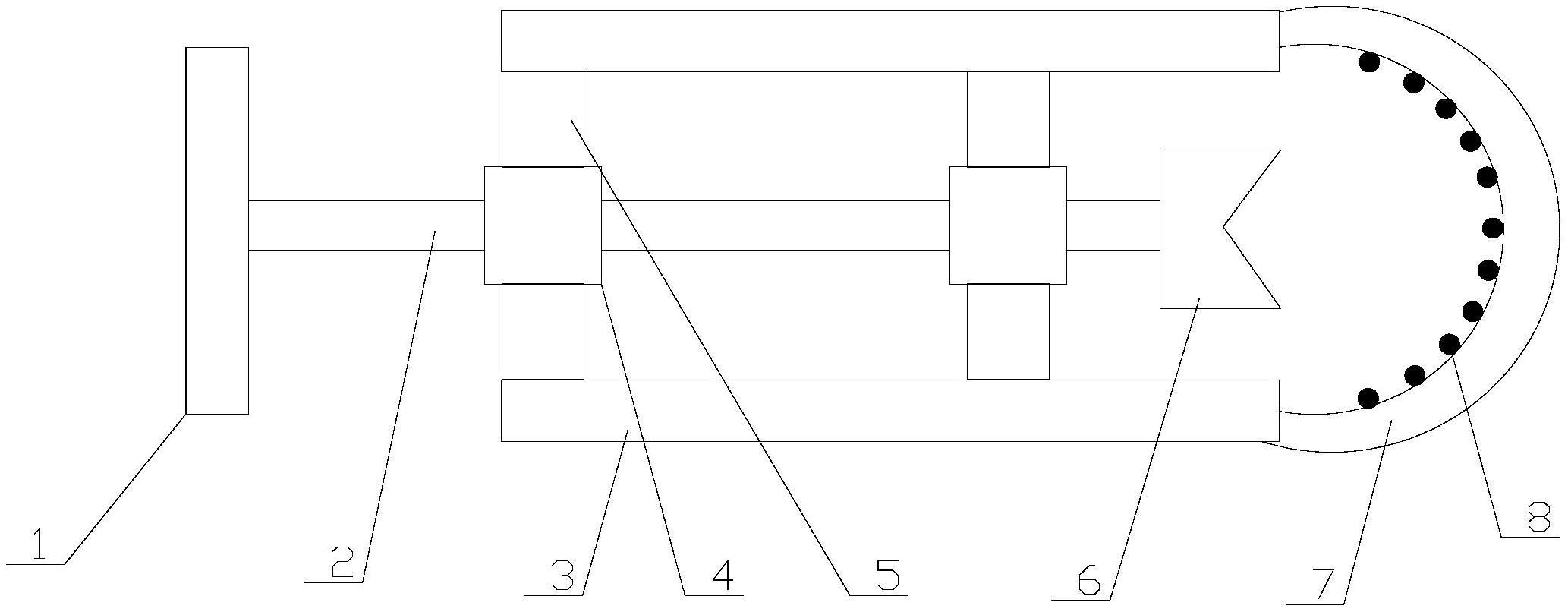
2、本实用新型拧紧装置包括手柄1、栓杆2、侧杆3、螺母4、连接杆5、卡槽6、紧固半圆环7、摩擦条8,组合使用,将四个连接杆5一端两两分贝与两个螺母4两侧焊接;四个连接杆5的另一端分别两两与两个侧杆3垂直焊接,其中两个连接杆5与两个侧杆3一端垂直焊接;两个螺母4间距80mm;栓杆2拧入两个螺母4;栓杆2的前端与卡槽6焊接;栓杆2的后端与手柄1焊接;紧固半圆环7两端与两个侧杆3另一端焊接;在紧固半圆环7的内侧每5mm焊接一摩擦条8(见图1、图2)。
3、使用时,将拧紧装置前端的紧固半圆环7套入设备螺栓9上,并使紧固半圆环内的摩擦条8紧贴设备螺栓9上的螺母外缘,之后操作手柄1拧动栓杆2,使栓杆2通过两个螺母4前移,直到栓杆2前端的卡槽6与设备螺栓9的螺母外缘顶紧,然后操作手柄1使拧紧装置横向旋转,带动设备螺栓9上的螺母旋转,直到设备螺栓9拧紧为止(图3、图4)。
4、本实用新型的组装简单,操作方便,既保证了多种规格螺栓能够拧紧使用,同时又能够满足局限空间下的螺栓拧紧,降低了施工成本。
技术特征:
1.一种多规格螺栓拧紧装置,其特征在于,包括手柄(1)、栓杆(2)、侧杆(3)、螺母(4)、连接杆(5)、卡槽(6)、紧固半圆环(7)、摩擦条(8);四个连接杆(5)一端两两分贝与两个螺母(4)两侧焊接;四个连接杆(5)的另一端分别两两与两个侧杆(3)垂直焊接,其中,两个连接杆(5)与两个侧杆(3)一端垂直焊接;栓杆(2)拧入两个螺母(4);栓杆(2)的前端与卡槽(6)焊接;栓杆(2)的后端与手柄(1)焊接;紧固半圆环(7)两端与两个侧杆(3)另一端焊接;在紧固半圆环(7)的内侧每5mm焊接一摩擦条(8)。
2.根据权利要求1所述的多规格螺栓拧紧装置,其特征在于,两个螺母(4)间距80mm。
3.根据权利要求1所述的多规格螺栓拧紧装置,其特征在于,手柄(1)由直径20mm的圆管加工而成,长150mm;栓杆(2)直径20mm,长260mm;侧杆(3)由直径20mm的圆钢加工而成,长200mm;螺母(4)直径20mm;连接杆(5)由直径20mm的圆钢加工而成,长40mm;卡槽(6)由16mm厚钢板加工而成,尺寸长*宽为50*50mm,卡槽(6)外端开设一三角缺口,缺口深度20mm;紧固半圆环(7)由直径150mm的圆管切割成的半圆弧,宽40mm;摩擦条(8)由直径2mm的铁丝加工而成,长40mm。
技术总结
一种多规格螺栓拧紧装置,包括手柄(1)、栓杆(2)、侧杆(3)、螺母(4)、连接杆(5)、卡槽(6)、紧固半圆环(7)、摩擦条(8);四个连接杆(5)一端两两分贝与两个螺母(4)两侧焊接;四个连接杆(5)的另一端分别两两与两个侧杆(3)垂直焊接,其中,两个连接杆(5)与两个侧杆(3)一端垂直焊接;栓杆(2)拧入两个螺母(4);栓杆(2)的前端与卡槽(6)焊接;栓杆(2)的后端与手柄(1)焊接;紧固半圆环(7)两端与两个侧杆(3)另一端焊接;在紧固半圆环(7)的内侧每5mm焊接一摩擦条(8),其组装简单,操作方便,既保证了多种规格螺栓能够拧紧使用,同时又能够满足局限空间下的螺栓拧紧。
技术研发人员:王宁
受保护的技术使用者:北京首钢建设集团有限公司
技术研发日:20221130
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!