一种换能器粘接装配组合夹具的制作方法
本技术属于换能器制造领域,具体涉及一种换能器粘接装配组合夹具。
背景技术:
1、部分产品换能器为复合棒纵振换能器,由前盖板、螺杆、陶瓷片、电极引片、定位环及质量块等组成。在换能器装配过程中,需要将以上几种零件装配粘接在一起,装配顺序为:先将前盖板与螺杆粘接装配,再将陶瓷片与电极引片粘接装配,然后将定位环与质量块粘接装配,最后在质量块上施加预紧力,将几种零件夹持紧配合,粘接牢靠。
2、在以上装配过程中,需保持陶瓷片及电极引片同轴度;同时在施加预紧力时,应防止陶瓷片及电极引片在螺杆上转动,保证质量块所施加的预紧力及避免损伤电极引片。
3、然而,目前缺少适用于复合棒纵振换能器的粘接装配工装。
技术实现思路
1、本实用新型目的在于提供一种换能器粘接装配组合夹具,以克服上述技术缺陷。
2、为解决上述技术问题,本实用新型提供了一种换能器粘接装配组合夹具,它包括底座,底座至少具有放置换能器前盖板的容纳腔,在容纳腔的开口端面固定覆盖有两个挡块,两个挡块在对拼后形成具有供换能器螺杆穿入的中心通孔;换能器螺杆上套装有陶瓷片堆、电极引片、定位环、质量块,其中的陶瓷片堆和电极引片置于中心通孔内且不可转动。
3、进一步地,底座为中心开设方形沉孔的圆柱板状结构,其中的方形沉孔作为容纳腔;
4、在底座的外圆周面对称设有两个平面。
5、进一步地,两个挡块分别是第一挡块和第二挡块,每个挡块至少包括半圆柱体,半圆柱体的底面沿径向延伸形成具有厚度的半圆盘,半圆盘与半圆柱体同心,其中半圆柱体的轴向中心沿径向凹陷形成沿轴向贯通的半圆通孔;
6、两个挡块的两个半圆通孔在对拼后形成中心通孔。
7、进一步地,半圆通孔的直线边沿径向凹陷形成径向截面呈四分之一圆弧的竖向通道,两个挡块的竖向通道在对拼后形成呈180度对称分布的两个半圆通道;
8、中心通孔与两个半圆通道相互连通。
9、进一步地,两个半圆盘的外圆周面均铣有棱边并形成平面,且两个半圆盘的外圆平面与底座的两个外圆平面相互对准且平齐。
10、进一步地,第二挡块的半圆盘的直径端面与半圆弧相接处切削为l形缺口,两个挡块在对拼后相邻的两个l形缺口拼接位开口朝外的u形缝隙。
11、进一步地,第一挡块和第二挡块通过径向销定位连接,每个挡块通过螺钉固定于底座,其中第二挡块与底座还通过竖向销定位连接。
12、进一步地,中心通孔的深度与陶瓷片堆、电极引片的装配高度一致,且中心通孔的内径与陶瓷片堆、电极引片的外径一致。
13、进一步地,换能器粘接装配组合夹具还包括转接头,转接头包括圆柱形本体,圆柱形本体的轴向中心开设有相互贯通的小直径方孔和大直径方孔,其中一方孔供质量块插入,另一方孔用于连接力矩扳手。
14、进一步地,换能器粘接装配组合夹具还包括夹持扳手,夹持扳手为长条平板状,它至少具有握持段和用于夹持定位环的u形开口。
15、本实用新型的有益效果如下:
16、(1)换能器前盖板被固定在底座的容纳腔内,防止装配过程中发生移位。
17、(2)两个挡块在对拼后形成了中心通孔,换能器螺杆上套装的陶瓷片堆、电极引片均被置于该中心通孔内,保证两者装配同轴性及电极引片定位。
18、(3)转接头套装在质量块上,使用力矩扳手通过转接头施加预紧力于质量块上,力矩扳手旋紧质量块,对换能器形成预紧力装配,使质量块与螺杆螺纹、陶瓷片和定位环形成紧连接。
19、(4)夹持扳手的u形开口可用于夹持定位环,防止质量块施加预紧力时,陶瓷片、电极引片、螺杆整体在挡块内转动而发生位置偏移。
20、为让本实用新型的上述内容能更明显易懂,下文特举优选实施例,并结合附图,作详细说明如下。
技术特征:
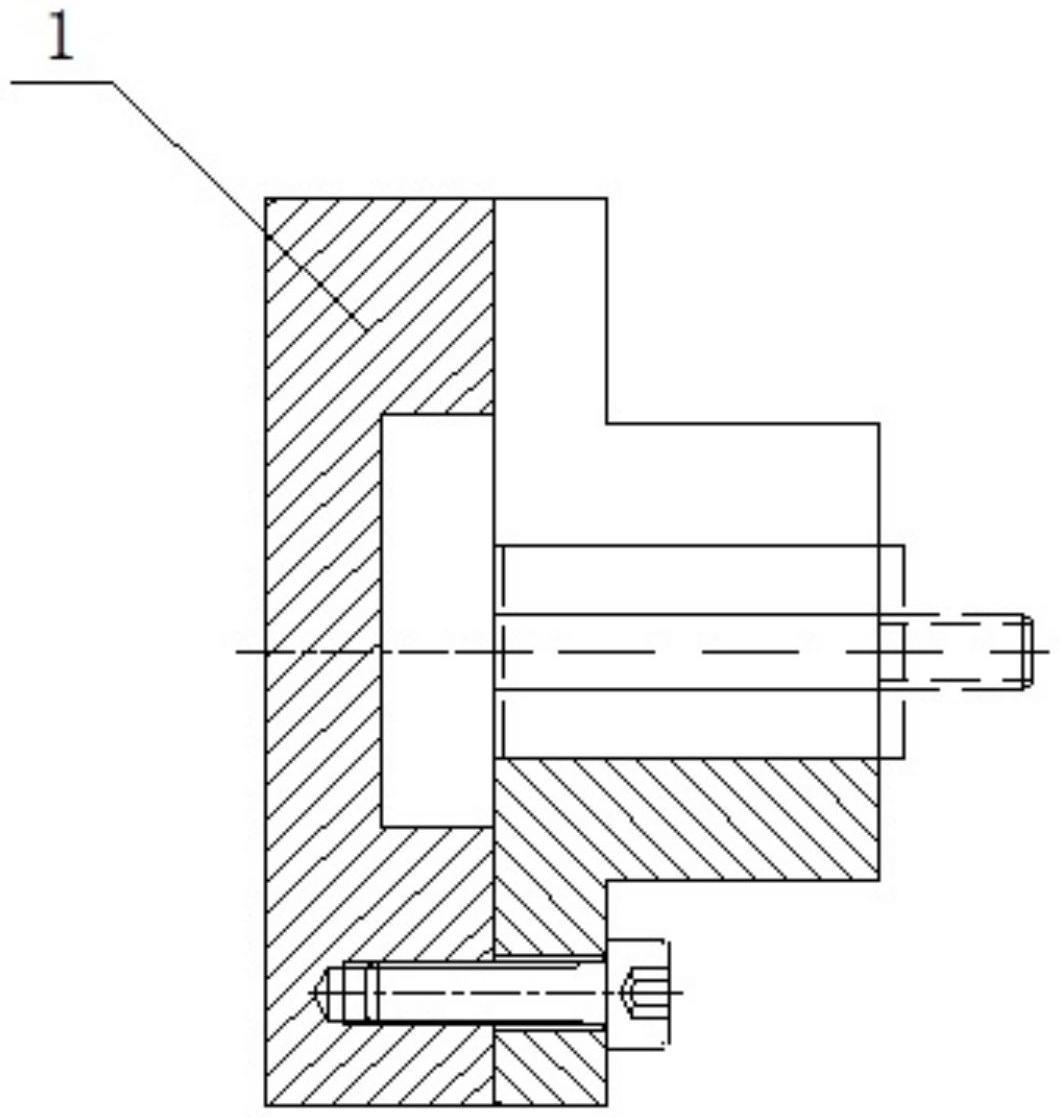
1.一种换能器粘接装配组合夹具,其特征在于:它包括底座(1),所述底座(1)至少具有放置换能器前盖板的容纳腔(101),在所述容纳腔(101)的开口端面固定覆盖有两个挡块,两个挡块在对拼后形成具有供换能器螺杆穿入的中心通孔;所述换能器螺杆上套装有陶瓷片堆、电极引片、定位环、质量块,其中的陶瓷片堆和电极引片置于所述中心通孔内且不可转动。
2.如权利要求1所述的换能器粘接装配组合夹具,其特征在于:所述底座(1)为中心开设方形沉孔的圆柱板状结构,其中的方形沉孔作为所述容纳腔(101);
3.如权利要求2所述的换能器粘接装配组合夹具,其特征在于:所述两个挡块分别是第一挡块(2)和第二挡块(3),每个挡块至少包括半圆柱体(601),所述半圆柱体(601)的底面沿径向延伸形成具有厚度的半圆盘(602),所述半圆盘(602)与所述半圆柱体(601)同心,其中所述半圆柱体(601)的轴向中心沿径向凹陷形成沿轴向贯通的半圆通孔(603);
4.如权利要求3所述的换能器粘接装配组合夹具,其特征在于:所述半圆通孔(603)的直线边沿径向凹陷形成径向截面呈四分之一圆弧的竖向通道(605),两个挡块的竖向通道(605)在对拼后形成呈180度对称分布的两个半圆通道(604);
5.如权利要求3所述的换能器粘接装配组合夹具,其特征在于:两个所述半圆盘(602)的外圆周面均铣有棱边并形成平面,且两个所述半圆盘(602)的外圆平面与所述底座(1)的两个外圆平面相互对准且平齐。
6.如权利要求3或4或5所述的换能器粘接装配组合夹具,其特征在于:所述第二挡块(3)的半圆盘(602)的直径端面与半圆弧相接处切削为l形缺口,两个挡块在对拼后相邻的两个l形缺口拼接位开口朝外的u形缝隙。
7.如权利要求3所述的换能器粘接装配组合夹具,其特征在于:所述第一挡块(2)和第二挡块(3)通过径向销(7)定位连接,每个挡块通过螺钉固定于所述底座(1),其中所述第二挡块(3)与所述底座(1)还通过竖向销(8)定位连接。
8.如权利要求1所述的换能器粘接装配组合夹具,其特征在于:所述中心通孔的深度与陶瓷片堆、电极引片的装配高度一致,且中心通孔的内径与陶瓷片堆、电极引片的外径一致。
9.如权利要求8所述的换能器粘接装配组合夹具,其特征在于:还包括转接头(4),所述转接头(4)包括圆柱形本体,圆柱形本体的轴向中心开设有相互贯通的小直径方孔和大直径方孔,其中一方孔供所述质量块插入,另一方孔用于连接力矩扳手。
10.如权利要求1或8或9所述的换能器粘接装配组合夹具,其特征在于:还包括夹持扳手(5),所述夹持扳手(5)为长条平板状,它至少具有握持段和用于夹持所述定位环的u形开口。
技术总结
本技术提供了一种换能器粘接装配组合夹具,它包括底座,底座至少具有放置换能器前盖板的容纳腔,在容纳腔的开口端面固定覆盖有两个挡块,两个挡块在对拼后形成具有供换能器螺杆穿入的中心通孔;换能器螺杆上套装有陶瓷片堆、电极引片、定位环、质量块,其中的陶瓷片堆和电极引片置于中心通孔内且不可转动,定位环的两侧被夹持扳手夹持,质量块上套装转接头。中心通孔可以保证陶瓷片堆、电极引片的装配同轴性及对电极引片定位,夹持扳手夹持于定位环侧面两端,可实现对换能器陶瓷片及定位环定位,防止施加预紧力时陶瓷片及电极引片在螺杆上转动,避免损伤电极引片,转接头套装在质量块上端,实现换能器的预紧力装配。
技术研发人员:刘小光,李凯,李琰,罗锋,赵飔玥,胡伟,臧瑞瑾,刘雅皎,文丹青,杨倩
受保护的技术使用者:中船重工西安东仪科工集团有限公司
技术研发日:20221201
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!