一种切梗机铜排链安装工装的制作方法
本技术涉及卷烟设备,更具体地,涉及一种切梗机铜排链安装工装。
背景技术:
1、sq344型曲刃水平滚刀式切丝机用于烟草行业制丝生产中,将经过处理的烟梗切成符合制丝工艺要求的梗丝。其切丝宽度能在0.1~1.5mm范围内无级调整,生产能力能满足制丝线梗丝配比需求。该切丝机主要由机身部分、机头部分、气控系统、电控系统构成,其中:机身部分包括机架、上下输送铜排链等主要部件。铜排链间的联接缝隙、驱动轮与铜排链的啮合齿及槽上随运行时间增长、烟油、烟垢会逐渐增多并积垢,将增加铜排链的传动负荷,影响切丝机正常运行,因而,必须对铜排链进行定期拆卸清洗,一般情况下,应在设备运行160小时后进行一次。由于上下铜排链组装后重量较大且在设备机架上安装位置较高,人工安装在不借助辅助工装的条件下费时费力且安装过程存在一定的安全隐患。因此,维修人员根据设备的结构特点及空间位置,设计制作一种切梗机铜排链安装专用工装,以降低人工安装上下铜排链时的劳动强度,提高工作效率,消除安全隐患。
2、上下铜排链需人工按步骤安装,用排链搭接器联接铜排链,把铜排链放到木方上,沿刀门方向拉搭接器,直到铜排链拉到排链前滚轮下面,然后把搭接器从前滚轮与刀门座之间塞入,把搭接器尼龙带绕过传动轮,拉动铜排链,直至拉到排链拆卸第一根销轴时的位置,在适当位置装上排链拆装工具;拆除排链搭接器,并把搭接器与铜排链另一端联接,把铜排链向上拉紧并与排链后驱动滚轮啮合;拆除搭接器,用铜排链销轴把铜排链连接好,并检查方孔螺套是否可靠旋紧;拆除拆装工具;张紧排链,并使其运转平稳,排链两侧与机架两内侧面间隙一致。
3、在不借助辅助工装按上述步骤安装上下铜排链费时费力且存在一定的安全隐患。
4、因此,如何提供一种切梗机铜排链安装工装成为本领域亟需解决的技术难题。
技术实现思路
1、本实用新型的目的是提供一种切梗机铜排链安装工装。
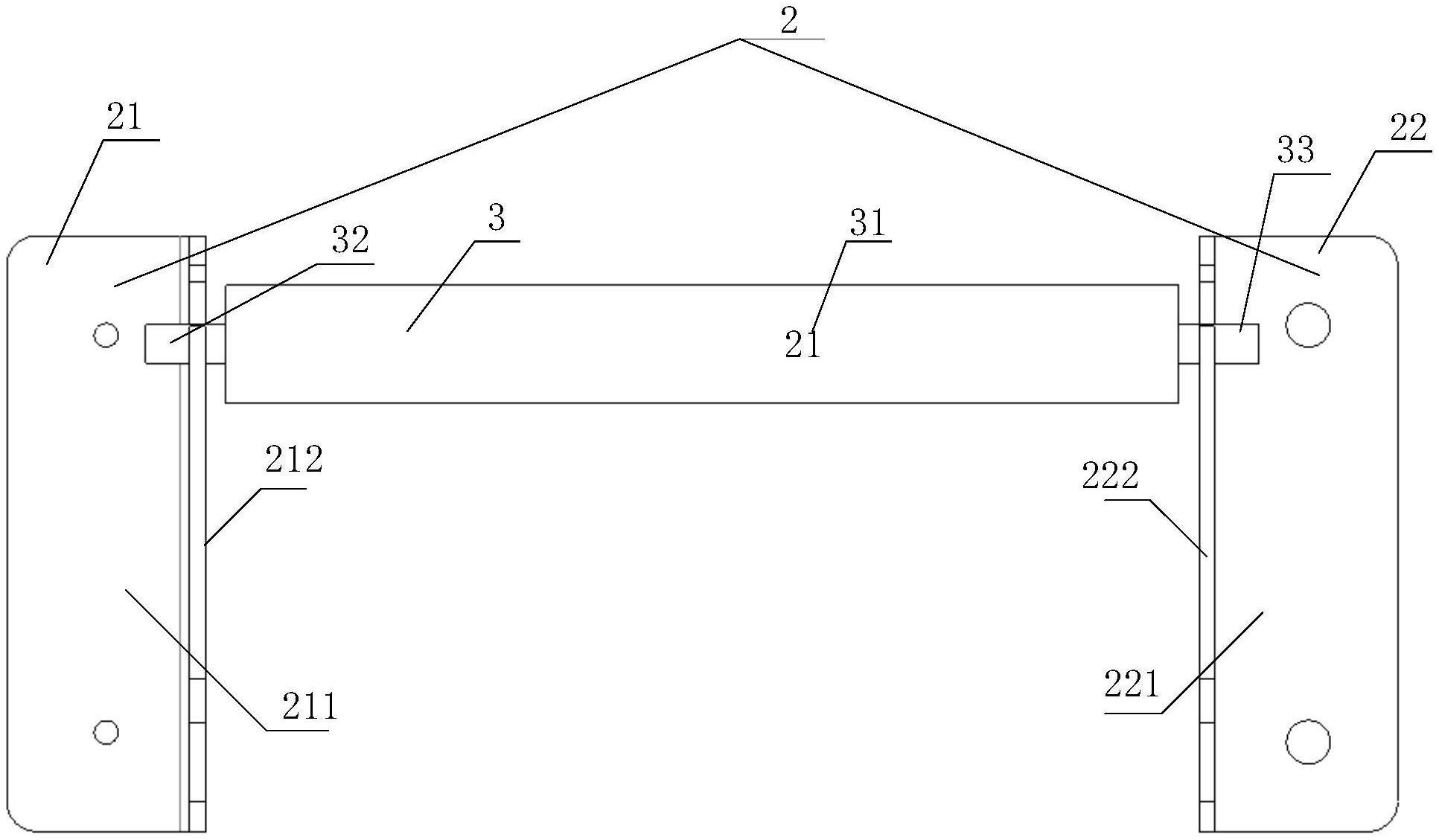
2、根据本实用新型,提供了一种切梗机铜排链安装工装,包括,支架和托辊;所述支架安装于切梗机机架的尾部两侧,所述托辊放置于支架上,铜排链置于所述托辊上,通过所述托辊的滚动拉动铜排链至传动辊位置。
3、可选地,所述安装工装还包括:手柄螺钉;所述手柄螺钉包括:第一手柄螺钉和第二手柄螺钉;
4、拆卸铜排链链节方孔螺纹套,将所述第一手柄螺钉和第二手柄螺钉分别旋进铜排链两端,对铜排链暂时进行固定。
5、可选地,所述支架包括:第一支架和第二支架;
6、所述第一支架和第二支架对称设置在所述托辊的两端,所述托辊放置于所述第一支架和第二支架上。
7、可选地,所述第一支架包括:第一支架底座和第一托辊支撑架;
8、所述第一支架底座水平放置,所述第一托辊支撑架与所述第一支架底座垂直连接;
9、所述第二支架与所述第一支架结构相同,包括:第二支架底座和第二托辊支撑架;所述第二支架底座水平放置,所述第二托辊支撑架与所述第二支架底座垂直连接。
10、可选地,在所述第一托辊支撑架和所述第二托辊支撑架上设置有凹槽,所述托辊的两端放置于所述凹槽内。
11、可选地,所述托辊包括:托辊体、第一凹槽搭载结构和第二凹槽搭载结构;
12、所述第一凹槽搭载结构和第二凹槽搭载结构设置于所述托辊体的两端。
13、可选地,所述第一凹槽搭载结构和第二凹槽搭载结构的直径小于所述托辊体的直径,所述托辊通过所述第一凹槽搭载结构和第二凹槽搭载结构与所述第一托辊支撑架和所述第二托辊支撑架的凹槽的匹配,放置于支架上。
14、可选地,所述第一手柄螺钉和第二手柄螺钉结构相同,为m10螺钉。
15、根据本实用新型公开的技术内容,具有如下有益效果:该工装可降低人工安装上下铜排链时的劳动强度,提高工作效率,消除铜排链安装过程中可能发生的安全隐患。
16、通过以下参照附图对本实用新型的示例性实施例的详细描述,本实用新型的其它特征及其优点将会变得清楚。
技术特征:
1.一种切梗机铜排链安装工装,其特征在于,包括:支架和托辊;所述支架安装于所述切梗机的机架的尾部两侧,所述托辊放置于支架上,所述铜排链放置于所述托辊上,当所述托辊的滚动时可拉动所述铜排链至传动辊所在的位置。
2.根据权利要求1所述的切梗机铜排链安装工装,其特征在于,所述安装工装还包括:手柄螺钉;所述手柄螺钉包括:第一手柄螺钉和第二手柄螺钉;
3.根据权利要求1所述的切梗机铜排链安装工装,其特征在于,所述支架包括:第一支架和第二支架;
4.根据权利要求3所述的切梗机铜排链安装工装,其特征在于,所述第一支架包括:第一支架底座和第一托辊支撑架;
5.根据权利要求4所述的切梗机铜排链安装工装,其特征在于,在所述第一托辊支撑架和所述第二托辊支撑架上均设置有凹槽,所述托辊的两端分别放置于所述凹槽内。
6.根据权利要求5所述的切梗机铜排链安装工装,其特征在于,所述托辊包括:托辊体、第一凹槽搭载结构和第二凹槽搭载结构;
7.根据权利要求6所述的切梗机铜排链安装工装,其特征在于,所述第一凹槽搭载结构和第二凹槽搭载结构的直径小于所述托辊体的直径,所述托辊通过所述第一凹槽搭载结构所述第一托辊支撑架的凹槽的匹配,所述第二凹槽搭载结构与所述第二托辊支撑架的凹槽的匹配,所述托辊放置于支架上。
8.根据权利要求2所述的切梗机铜排链安装工装,其特征在于,所述第一手柄螺钉和第二手柄螺钉结构相同,为m10螺钉。
技术总结
本技术公开了一种切梗机铜排链安装工装,包括:支架、托辊和手柄螺钉;所述支架安装于切梗机机架的尾部两侧,所述托辊放置于支架上,铜排链置于所述托辊上,通过所述托辊的滚动拉动铜排链至传动辊位置;所述手柄螺钉包括:第一手柄螺钉和第二手柄螺钉;拆卸铜排链链节方孔螺纹套,将所述第一手柄螺钉和第二手柄螺钉分别旋进铜排链两端,对铜排链暂时进行固定。本技术公开的技术内容可降低人工安装上下铜排链时的劳动强度,提高工作效率,消除铜排链安装过程中可能发生的安全隐患。
技术研发人员:崔胜旗,王磊,张海涛,郑桥峰,高俊峰,闫振宏,刘大勇,许雄文,武联庆,冯战巨,范现鑫,王孜,周航天
受保护的技术使用者:河南中烟工业有限责任公司
技术研发日:20221207
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!