一种冰箱抽屉主体与面板自动装配装置的制作方法
本技术涉及抽屉装配,具体为一种冰箱抽屉主体与面板自动装配装置。
背景技术:
1、冰箱的抽屉由主体和面板两部分组成,传统的主体和面板组装作业都是由人工来完成,工人的劳动强度非常大,效率低下,且主体刚刚由注塑机产出,温度较高,容易对人员造成伤害,存在一定的安全隐患。为此,我们提出一种冰箱抽屉主体与面板自动装配装置。
技术实现思路
1、本实用新型的目的在于提供一种冰箱抽屉主体与面板自动装配装置,可以实现主体与面板的自动组装,取代了传统人工作业方式,在生产效率大幅提高的同时,还节省了人力成本,提升了产品及管理质量。解决了传统组装方式,工人劳动强度大,效率低下和存在安全隐患的问题。
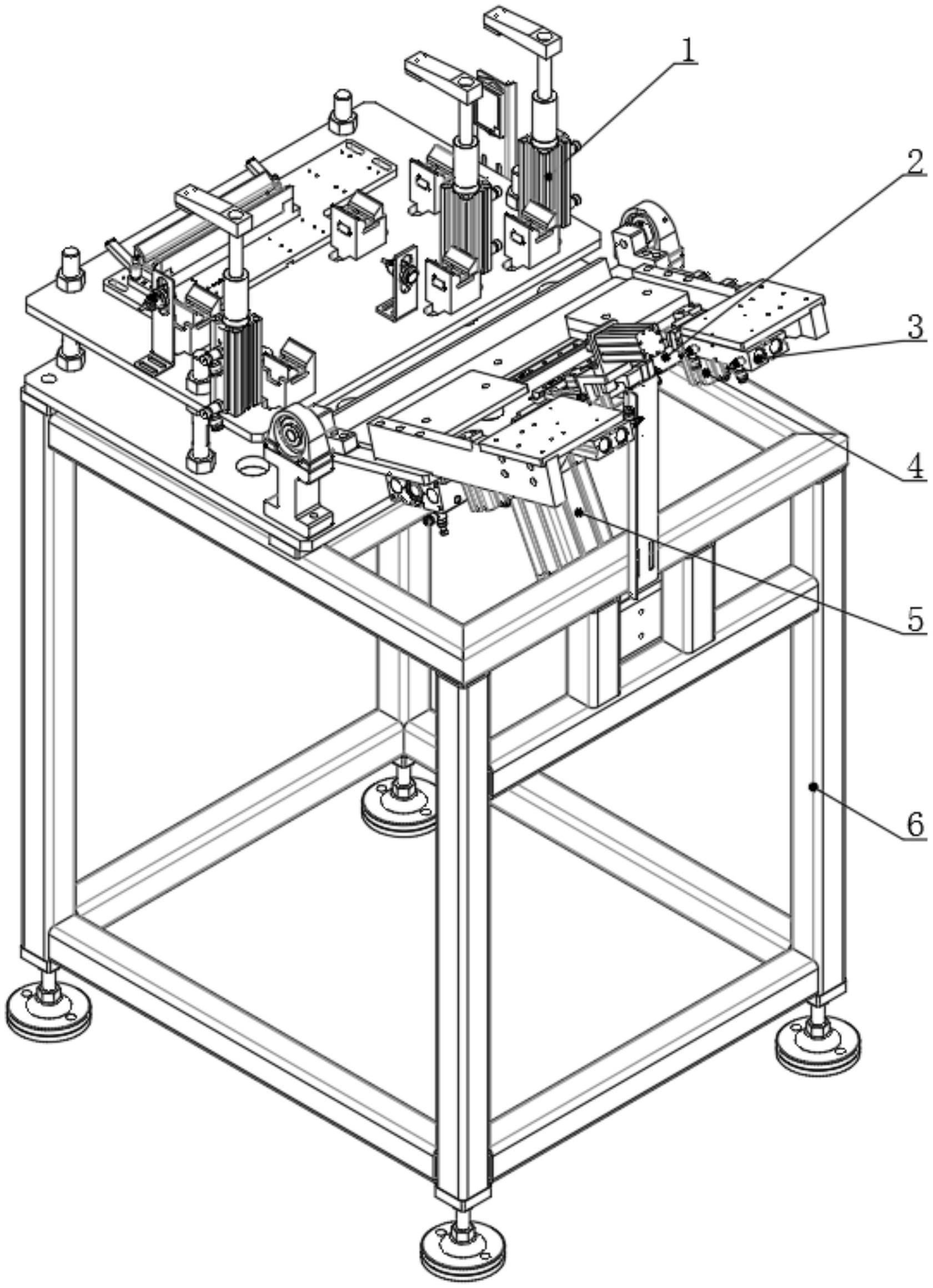
2、为实现上述目的,本实用新型提供如下技术方案:一种冰箱抽屉主体与面板自动装配装置,包括设置在机架组件上的主体定位组件、面板定位组件、面板推靠定位组件、压合组件和面板翻转组件,所述面板定位组件、面板推靠定位组件和压合组件整体通过带座轴承与主体定位组件转动连接;
3、所述主体定位组件包括旋转下压气缸,所述旋转下压气缸用于下压夹紧定位主体;
4、所述面板定位组件包括面板横向定位气缸,所述面板横向定位气缸用于横向定位面板;
5、所述面板推靠定位组件包括推靠定位气缸,所述推靠定位气缸用于纵向定位面板,以及推动压合区的面板与主体的接合部贴合;
6、所述面板翻转组件包括翻转气缸,所述翻转气缸用于带动面板翻转至压合区;
7、所述压合组件用于将面板与主体压合,完成组装。
8、优选的,所述主体定位组件包括中部的长度方向定位块,和两侧的基准侧宽度方向定位块、宽度方向定位块一;
9、所述主体定位组件对应基准侧宽度方向定位块的位置设置有用于压紧主体的基准侧压紧气缸;所述主体定位组件对应宽度方向定位块一的位置设置有用于夹紧主体的窄主体压紧气缸。
10、优选的,所述主体定位组件还包括宽度方向定位块二,所述宽度方向定位块二与基准侧宽度方向定位块之间的距离大于宽度方向定位块一与基准侧宽度方向定位块间的距离,所述主体定位组件对应宽度方向定位块二的位置设置有宽主体压紧气缸,所述窄主体压紧气缸可拆卸。
11、优选的,所述面板定位组件包括中间的垫板,和两侧的基准侧板和活动侧板,所述基准侧板与活动侧板之间设置有横向定位气缸一和直线导轨副,所述活动侧板在横向定位气缸一的带动下能够沿直线导轨副横向滑动。
12、优选的,所述面板定位组件还包括横向定位气缸二,所述横向定位气缸二的行程与横向定位气缸一的行程不同,且横向定位气缸二用于带动活动侧板沿直线导轨副横向滑动。
13、优选的,所述面板推靠定位组件包括对称设置的至少两个推靠定位气缸,所述推靠定位气缸用于调整面板的纵向位移。
14、优选的,所述面板翻转组件包括带座轴承、翻转大板、翻转气缸和气缸连接块;
15、所述翻转气缸的一端与机架组件连接,另一端通过气缸连接块与翻转大板连接,所述翻转大板通过带座轴承与主体定位组件转动连接,且面板定位组件、面板推靠定位组件、压合组件均安装在翻转大板上。
16、优选的,所述压合组件包括辅助压合气缸、固定压合气缸和活动压合气缸,所述固定压合气缸安装在面板翻转组件的翻转大板上,所述活动压合气缸安装在面板定位组件的活动侧板上,所述固定压合气缸和活动压合气缸均朝水平方向压合,所述辅助压合气缸安装在固定压合气缸上,且朝竖直方向压合。
17、优选的,所述机架组件包括组装设备大板、焊接方管框架、可调脚杯,所述组装设备大板安装在焊接方管框架上,所述可调脚杯设置在焊接方管框架底部的四角。
18、优选的,所述机架组件还包括主体定位组件安装板,所述主体定位组件安装板安装在组装设备大板上,所述主体定位组件安装在主体定位组件安装板上。
19、与现有技术相比,本实用新型的有益效果如下:
20、本实用新型配合上下料机器人,可以实现主体与面板的自动组装,取代了传统人工作业方式,在生产效率大幅提高的同时,还节省了人力成本,提升了产品及管理质量。针对的主体与盖板在一侧有r弧的结合部需要结合,在另一侧还有凸点与小孔需要结合,不能直接通过简单的直线运动来实现装配,办实用新型通过面板翻转组件、面板推靠定位组件、压合组件的组合动作来实现特殊情况下的自动化装配。
技术特征:
1.一种冰箱抽屉主体与面板自动装配装置,其特征在于:包括设置在机架组件(6)上的主体定位组件(1)、面板定位组件(2)、面板推靠定位组件(3)、压合组件(4)和面板翻转组件(5),所述面板定位组件(2)、面板推靠定位组件(3)和压合组件(4)整体通过带座轴承(51)与主体定位组件(1)转动连接;
2.根据权利要求1所述的一种冰箱抽屉主体与面板自动装配装置,其特征在于:所述主体定位组件(1)包括中部的长度方向定位块(14),和两侧的基准侧宽度方向定位块(12)、宽度方向定位块一(15);
3.根据权利要求2所述的一种冰箱抽屉主体与面板自动装配装置,其特征在于:所述主体定位组件(1)还包括宽度方向定位块二(16),所述宽度方向定位块二(16)与基准侧宽度方向定位块(12)之间的距离大于宽度方向定位块一(15)与基准侧宽度方向定位块(12)间的距离,所述主体定位组件(1)对应宽度方向定位块二(16)的位置设置有宽主体压紧气缸(17),所述窄主体压紧气缸(18)可拆卸。
4.根据权利要求1所述的一种冰箱抽屉主体与面板自动装配装置,其特征在于:所述面板定位组件(2)包括中间的垫板(21),和两侧的基准侧板(22)和活动侧板(25),所述基准侧板(22)与活动侧板(25)之间设置有横向定位气缸一(23)和直线导轨副(26),所述活动侧板(25)在横向定位气缸一(23)的带动下能够沿直线导轨副(26)横向滑动。
5.根据权利要求4所述的一种冰箱抽屉主体与面板自动装配装置,其特征在于:所述面板定位组件(2)还包括横向定位气缸二(24),所述横向定位气缸二(24)的行程与横向定位气缸一(23)的行程不同,且横向定位气缸二(24)用于带动活动侧板(25)沿直线导轨副(26)横向滑动。
6.根据权利要求1所述的一种冰箱抽屉主体与面板自动装配装置,其特征在于:所述面板推靠定位组件(3)包括对称设置的至少两个推靠定位气缸(31),所述推靠定位气缸(31)用于调整面板的纵向位移。
7.根据权利要求1所述的一种冰箱抽屉主体与面板自动装配装置,其特征在于:所述面板翻转组件(5)包括带座轴承(51)、翻转大板(52)、翻转气缸(53)和气缸连接块(54);
8.根据权利要求7所述的一种冰箱抽屉主体与面板自动装配装置,其特征在于:所述压合组件(4)包括辅助压合气缸(41)、固定压合气缸(45)和活动压合气缸(44),所述固定压合气缸(45)安装在面板翻转组件(5)的翻转大板(52)上,所述活动压合气缸(44)安装在面板定位组件(2)的活动侧板(25)上,所述固定压合气缸(45)和活动压合气缸(44)均朝水平方向压合,所述辅助压合气缸(41)安装在固定压合气缸(45)上,且朝竖直方向压合。
9.根据权利要求1所述的一种冰箱抽屉主体与面板自动装配装置,其特征在于:所述机架组件(6)包括组装设备大板(62)、焊接方管框架(63)、可调脚杯(64),所述组装设备大板(62)安装在焊接方管框架(63)上,所述可调脚杯(64)设置在焊接方管框架(63)底部的四角。
10.根据权利要求9所述的一种冰箱抽屉主体与面板自动装配装置,其特征在于:所述机架组件(6)还包括主体定位组件安装板(61),所述主体定位组件安装板(61)安装在组装设备大板(62)上,所述主体定位组件(1)安装在主体定位组件安装板(61)上。
技术总结
本技术涉及抽屉装配技术领域,具体为一种冰箱抽屉主体与面板自动装配装置,包括设置在机架组件上的主体定位组件、面板定位组件、面板推靠定位组件、压合组件和面板翻转组件;主体定位组件用于下压夹紧定位主体;面板定位组件用于横向定位面板;面板推靠定位组件用于纵向定位面板,以及推动压合区的面板与主体的接合部贴合;面板翻转组件用于带动面板翻转至压合区;压合组件用于将面板与主体压合,完成组装。本技术可以实现主体与面板的自动组装,取代了传统人工作业方式,在生产效率大幅提高的同时,还节省了人力成本,提升了产品及管理质量。解决了传统组装方式,工人劳动强度大,效率低下和存在安全隐患的问题。
技术研发人员:黄勇,夏文奇
受保护的技术使用者:武汉申安智能系统股份有限公司
技术研发日:20221215
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!