一种盲孔定位装置的制作方法
本技术属于工装定位组件,特别涉及一种盲孔定位装置。
背景技术:
1、在加工带有盲孔的轴类零件时,为了轴孔与轴的同轴度符合图纸要求,在定位时需要保证待加工轴的轴线与定位件的轴线完全重合,但现有的定位件的轴线与待加工轴的轴线仍有较大偏离,故在加工时仍然会存在较大的同轴度误差,且定位过程复杂,需要由人工多次纠偏,影响加工精度的同时也降低了生产效率。因此需要设计一种不仅能够快速定位,还能够保证盲孔与定位件的同轴度的定位装置。
技术实现思路
1、为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是:如何提供一种不仅能够快速定位,还能够保证盲孔与定位件的同轴度的定位装置。
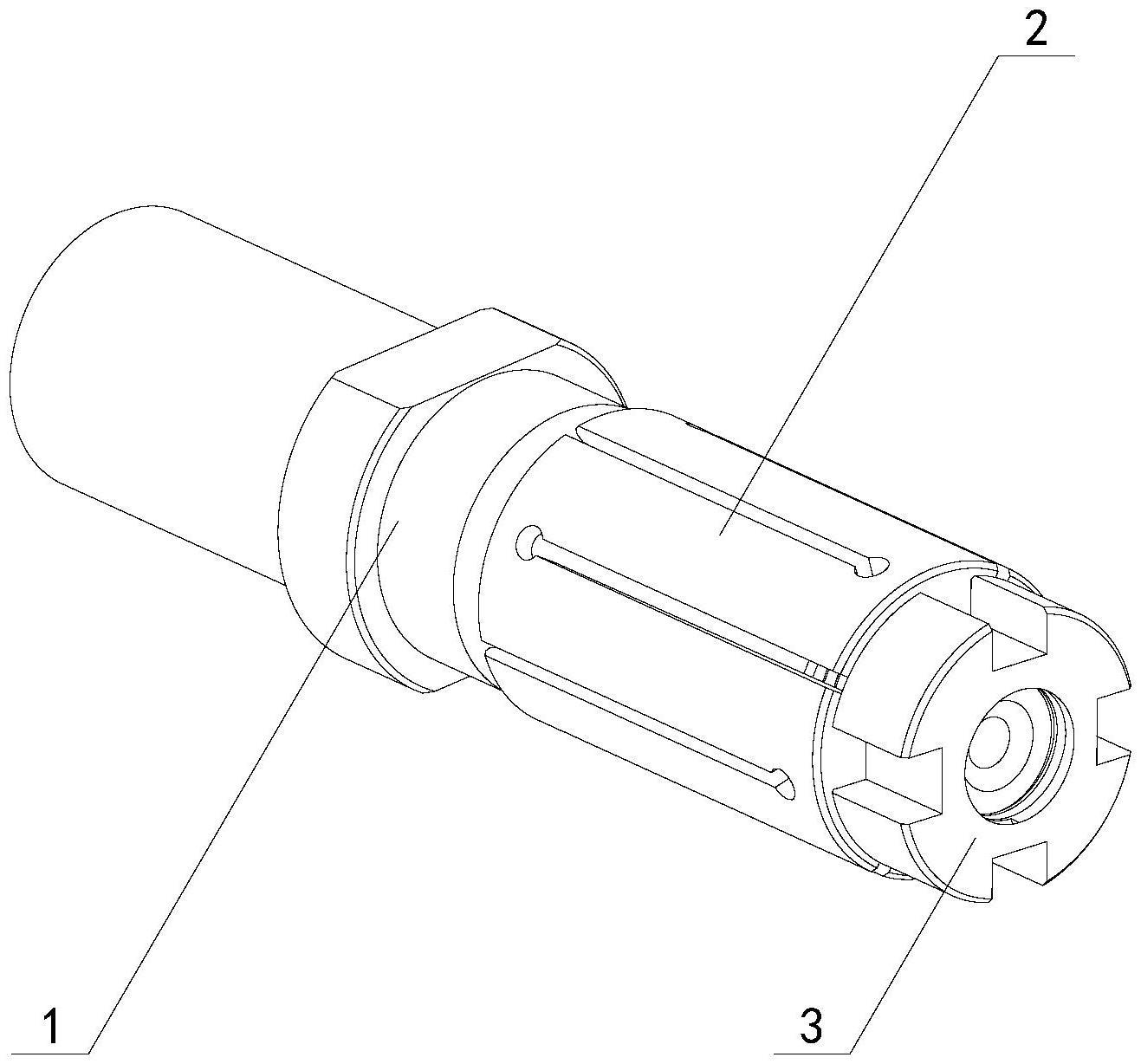
2、为了解决上述技术问题,本实用新型采用的技术方案为:一种盲孔定位装置,包括锥柄、胀套和紧固件;所述锥柄包括依次连接的光轴、夹持轴肩和锥面段;所述锥面段的大头端与夹持轴肩相连,小头端的断面处设有与锥柄同轴的螺纹段;所述胀套与锥面段套接;所述紧固件与螺纹段螺纹连接。
3、其中,所述胀套为圆柱状结构;以所述胀套的轴线为旋转轴,胀套的圆周面上均匀分布有助胀缺口;所述助胀缺口的走向与胀套的轴线平行,且助胀缺口的开口位置位于胀套的某一端面;两个相邻的所述助胀缺口的开口位置相反。
4、其中,所述胀套的轴线与锥面段的轴线同轴。
5、其中,所述夹持轴肩上设有两个相互平行的夹持面;所述夹持面与锥柄的轴线相互平行。
6、其中,以所述紧固件的轴线为旋转轴,在紧固件的侧面上均匀分布有定位槽。
7、其中,所述紧固件为圆柱状结构;所述定位槽为方形槽且数量至少为四个。
8、其中,所述紧固件远离夹持轴肩的端面为粗糙面。
9、本实用新型的有益效果在于:本实用新型提供的盲孔定位装置,结构简单、使用方便,当胀套进入盲孔,直至紧固件与盲孔底部相抵的同时旋转锥柄,使紧固件向靠近夹持轴肩的方向移动,从而推动胀套沿着锥面段向夹持轴肩移动的同时也产生径向扩张,进而能够实现盲孔的快速定位并保证整体的同轴度。
技术特征:
1.一种盲孔定位装置,其特征在于,包括锥柄、胀套和紧固件;所述锥柄包括依次连接的光轴、夹持轴肩和锥面段;所述锥面段的大头端与夹持轴肩相连,小头端的断面处设有与锥柄同轴的螺纹段;所述胀套与锥面段套接;所述紧固件与螺纹段螺纹连接。
2.根据权利要求1所述的盲孔定位装置,其特征在于,所述胀套为圆柱状结构;以所述胀套的轴线为旋转轴,胀套的圆周面上均匀分布有助胀缺口;所述助胀缺口的走向与胀套的轴线平行,且助胀缺口的开口位置位于胀套的某一端面;两个相邻的所述助胀缺口的开口位置相反。
3.根据权利要求1所述的盲孔定位装置,其特征在于,所述胀套的轴线与锥面段的轴线同轴。
4.根据权利要求1所述的盲孔定位装置,其特征在于,所述夹持轴肩上设有两个相互平行的夹持面;所述夹持面与锥柄的轴线相互平行。
5.根据权利要求1所述的盲孔定位装置,其特征在于,以所述紧固件的轴线为旋转轴,在紧固件的侧面上均匀分布有定位槽。
6.根据权利要求5所述的盲孔定位装置,其特征在于,所述紧固件为圆柱状结构;所述定位槽为方形槽且数量至少为四个。
7.根据权利要求1所述的盲孔定位装置,其特征在于,所述紧固件远离夹持轴肩的端面为粗糙面。
技术总结
本技术公开了一种盲孔定位装置,属于工装定位组件技术领域,该装置包括锥柄、胀套和紧固件;锥柄包括依次连接的光轴、夹持轴肩和锥面段;锥面段的大头端与夹持轴肩相连,小头端的断面处设有与锥柄同轴的螺纹段;胀套与锥面段套接;紧固件与螺纹段螺纹连接;当胀套进入盲孔,直至紧固件与盲孔底部相抵的同时旋转锥柄,使紧固件向靠近夹持轴肩的方向移动,从而推动胀套沿着锥面段向夹持轴肩移动的同时也产生径向扩张,进而能够实现盲孔的快速定位并保证整体的同轴度;有效解决了现有的定位装置,在定位时因定位件与盲孔之间存在间隙,无法提高定位精度从而间接影响生产效率的问题。
技术研发人员:陈显瑜,叶东
受保护的技术使用者:毅飞泵业(福州)有限公司
技术研发日:20221223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!