磁铁安装装置的制作方法
本技术涉及磁铁安装,尤其涉及一种磁铁安装装置。
背景技术:
1、随着生产制造的半自动化越来越普及,对于一些较难的装配步骤有必要引进相应的设备完成装配,以提升生产效率。例如在塑压产品的装配工艺中,需要将磁铁嵌入产品对应的安装槽内,为保证磁铁嵌入之后的安装稳固性,需要在嵌入磁铁之前在安装槽内点入胶水,再将磁铁嵌入安装槽内,这种塑压产品主要用于需经常开关又要求表面不增加锁扣等连接结构处;但是目前,此安装工艺流程通常在人工流水线进行,手动将吸附在一起的磁铁原料分离,然后在产品上点胶,最后将分离下来的磁铁放置于未干的胶上,等胶干后完成固定。因此该方法安装效率低,无法保证安装精度统一。
技术实现思路
1、本实用新型解决的技术问题是提供一种集点胶、嵌装一体的磁铁安装装置,提高安装效率。
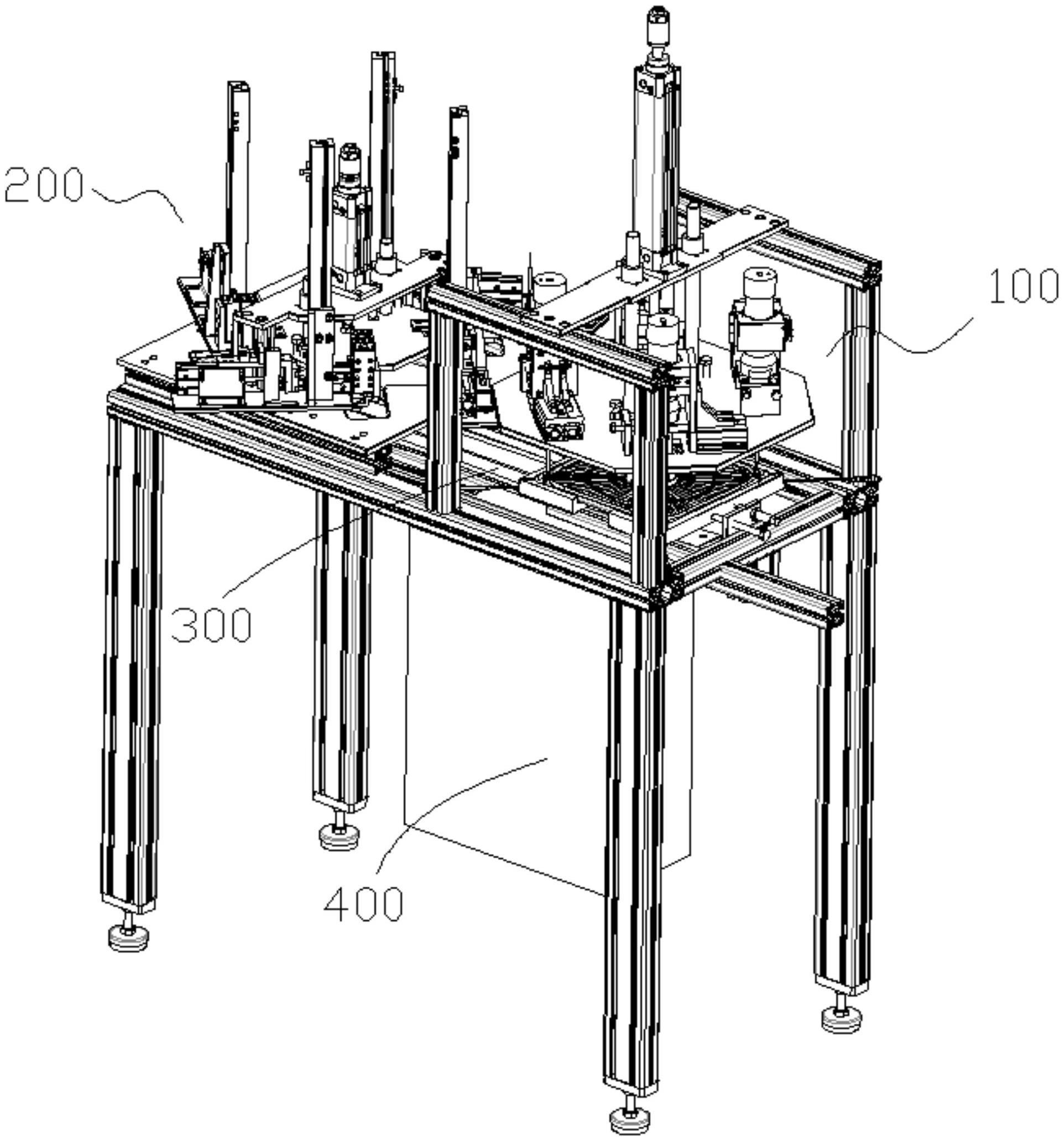
2、本实用新型解决其技术问题所采用的技术方案是:磁铁安装装置,包括机架,机架上设有点胶单元、转运单元和嵌装单元,点胶单元、嵌装单元均设置在机架上并位于转运单元上方,转运单元分别对应点胶单元、嵌装单元设有产品点胶工位、磁铁安装工位,转运单元包括转运机构和设置在转运机构输出端的产品安装座,转运机构能将产品安装座从产品点胶工位处转移到磁铁安装工位处;嵌装单元包括磁铁送料单元和磁铁压装单元,磁铁送料单元设有出料口,磁铁压装单元在出料口设有取磁机构。
3、本实用新型的有益效果是:本实用新型提供一种磁铁安装装置,该磁铁安装装置通过点胶单元对产品的磁铁安装槽点胶,通过嵌装单元的磁铁送料单元将吸附在一起的多个永磁体逐个分离,并通过推杆将单个的永磁体转移至磁铁压装单元的取磁机构,然后转运至工件的点胶处,完成永磁体的安装。通过自动化方式点胶并分离磁铁原料,然后将磁铁安装于产品工件上,点胶、磁铁安装一体化,效率高、且精度高,并提高了工件组装后的成品率。
技术特征:
1.磁铁安装装置,其特征在于:包括机架,机架上设有点胶单元(100)、转运单元(300)和嵌装单元(200),点胶单元(100)、嵌装单元(200)均设置在机架上并位于转运单元(300)上方,转运单元(300)分别对应点胶单元(100)、嵌装单元(200)设有产品点胶工位、磁铁安装工位,转运单元(300)包括转运机构和设置在转运机构输出端的产品安装座(320),转运机构能将产品安装座(320)从产品点胶工位处转移到磁铁安装工位处;嵌装单元(200)包括磁铁送料单元和磁铁压装单元,磁铁送料单元设有出料口,磁铁压装单元在出料口设有取磁机构。
2.如权利要求1所述的磁铁安装装置,其特征在于:点胶单元(100)包括第一固定板(110)和驱动第一固定板(110)升降的第一升降机构(120),第一固定板(110)水平设置并在第一固定板(110)上对应产品的磁铁安装槽设有出胶组件(130);出胶组件(130)包括胶水供应件、第一固定模块(132)和第一驱动件(131),第一驱动件(131)固定设置在第一固定板(110)上,胶水供应件固定安装在第一固定模块(132)上,第一固定模块(132)连接于第一驱动件(131)的输出端,第一固定板(110)开设有打胶孔(111),胶水供应件出胶端通过打胶孔(111)延伸至第一固定板(110)下方,并与产品的磁铁安装槽相对应;第一驱动件(131)驱动胶水供应件在打胶孔(111)处水平移动。
3.如权利要求2所述的磁铁安装装置,其特征在于:第一升降机构(120)包括第一气缸(121)和导向机构,导向机构包括第一导向轴(123)和第一连接板(122),第一连接板(122)固定设置在第一固定板(110)上方,第一气缸(121)固定安装在第一连接板(122)上端且第一气缸(121)的活塞杆(1211)穿过第一连接板(122)与第一固定板(110)固定连接;在第一固定板(110)上平行于第一气缸(121)的活塞杆(1211)固定设置有第一导向轴(123),第一连接板(122)对应第一导向轴(123)开设有导向孔,导向孔处固定设置与导向轴滑动配合的第一轴承套(124)。
4.如权利要求3所述的磁铁安装装置,其特征在于:在打胶孔(111)远离第一驱动件(131)一侧设置有第一限位挡板(1341),第一限位挡板(1341)上设有第一缓冲件(1342);在第一固定板(110)上对应第一连接板(122)设置有第二缓冲件(125)。
5.如权利要求2所述的磁铁安装装置,其特征在于:第一固定模块(132)包括第一固定块、第二固定块,第一固定块与第二固定块合拢形成固定胶水供应件的卡接槽,第一固定块一端与第二固定块铰接连接,另一端与第二固定块卡箍连接。
6.如权利要求1所述的磁铁安装装置,其特征在于:磁铁压装单元包括第二固定板(210)和第二升降机构,第二固定板(210)水平设置在转运单元(300)的磁铁安装工位上方,第二固定板(210)上设有压装组件(250),压装组件(250)包括下压模块、第二驱动件(252),第二驱动件(252)固定设置在第二固定板(210)上,下压模块与第二驱动件(252)输出端固定连接,下压模块底端设置下压部(251),下压部(251)内设有吸磁件(253),下压部(251)置于第二固定板(210)下方并对应产品的磁铁安装槽设置;第二驱动件(252)驱动下压模块做升降运动;
7.如权利要求6所述的磁铁安装装置,其特征在于:送料筒(241)包括相对设置的两个“l”形筒体,两个筒体合围形成放置磁铁条的送料通道,两个筒体通过螺钉固定连接。
8.如权利要求6所述的磁铁安装装置,其特征在于:第二固定板(210)通过支撑组件固定连接在第三固定板(220)上。
9.如权利要求1所述的磁铁安装装置,其特征在于:转运单元(300)包括无杆气缸(310)和产品安装座(320),产品安装座(320)固定安装在无杆气缸的输出端。
10.如权利要求1至9任意一项所述的磁铁安装装置,其特征在于:还包括控制单元(400),控制单元(400)分别与点胶单元(100)、转运单元(300)和嵌装单元(200)电性连接。
技术总结
本技术公开了一种磁铁安装装置,包括机架,机架上设有点胶单元、转运单元和嵌装单元,点胶单元、嵌装单元均设置在机架上并位于转运单元上方,转运单元分别对应点胶单元、嵌装单元设有产品点胶工位、磁铁安装工位,转运单元包括转运机构和设置在转运机构输出端的产品安装座,转运机构能将产品安装座从产品点胶工位处转移到磁铁安装工位处。本技术通过点胶单元对产品的磁铁安装槽点胶,通过嵌装单元将将单个的永磁体转移至磁铁压装单元的取磁机构,然后转运至工件的点胶处,完成永磁体的安装。通过自动化方式点胶并分离磁铁原料,然后将磁铁安装于产品工件上,点胶、磁铁安装一体化,效率高、且精度高,提高了产品工件组装后的成品率。
技术研发人员:吴秋桃,罗勇,李阳,李万庆
受保护的技术使用者:四川长虹模塑科技有限公司
技术研发日:20221227
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!