一种剃须刀刀网的制作方法
【】本技术涉及剃须刀领域,特别涉及到一种剃须刀刀网。
背景技术
0、
背景技术:
1、第一,目前市场上大多数大刀头旋转式剃须刀均采用的镍作为刀网材质,由于镍网的加工工艺只能采用电铸的方式,技术要求高,设备投资大,同时镍网直接接触皮肤很容易让使用者产生过敏,尤其是现在市场镍网均采用标准镍。第二,剃须时,刀头会与内刀配合面进行接触,在高速旋转时会产生噪音和刀头摩擦发热的问题,影响使用体验。
技术实现思路
0、
技术实现要素:
1、实用新型的目的在于针对现有技术的缺陷和不足,提供一种剃须刀刀网。
2、针对上述的问题,本实用新型采用以下技术方案:
3、一种剃须刀刀网,包括网体,所述网体上设有第一切网和第二切网,所述第一切网和第二切网设置同等厚度,所述第一刀网设有皮肤接触面和内刀配合面,所述内刀配合面上设有避空槽,所述第一切网和第二切网的连接处设有弧形过渡边,沿第一切网圆周向方向设有多个用于供长胡须伸入的第一切槽,沿第二切网圆周向方向设有数量与第一切槽一致的第二切槽,所述弧形过渡边上设有能使第一切槽和第二切槽连通的通槽,所述第一切网上设有至少2条第一切孔组,所述第一切孔组沿第一切槽的边缘设置,前一第一切孔组的头部紧贴后一第一切孔组的尾部设置,所述第一切网上设有至少2条第二切孔组,所述第二切孔组以第一切孔组边缘为起点向第一切网中心点方向螺旋设置。
4、优选地,所述第一切网和第二切网的厚度为0.15mm。
5、优选地,所述避空槽的的深度为0.03mm。
6、优选地,所述第一切槽和第二切槽的宽度为0.3mm。
7、优选地,所述第一切孔组共设有八组,所述第二切孔组共设有八组。
8、优选地,所述网体采用sus420j2材料制作而成的网体。
9、优选地,所述第一切孔组包括多个外孔,所述外孔的形状为多边形。
10、优选地,所述第二切孔组包括多个内孔,所述内孔的形状为多边形。
11、优选地,所述内刀配合面与外孔内壁面的连接处为尖角。
12、优选地,所述内刀配合面与内孔内避面的连接处为尖角。
13、本实用新型一种剃须刀刀网的有益效果如下:
14、本实用新型一种剃须刀刀网采用sus420j2材料制作而成,极大的减少的剃须者对于镍网过敏的风险,不锈铁设计不会对人体有过敏反应。同时多个内孔、外孔密集设计,能快速将胡须剔除干净。在内刀配合面上设有避空槽,减少刀头高速旋转时与内刀配合面的接触面积,降低了剃须刀的噪音和刀头摩擦发热的问题。
15、以下将结合附图对本实用新型的构思、具体结构及产生的效果作进一步说明,以充分地理解本实用新型的目的、特征和效果。
技术特征:
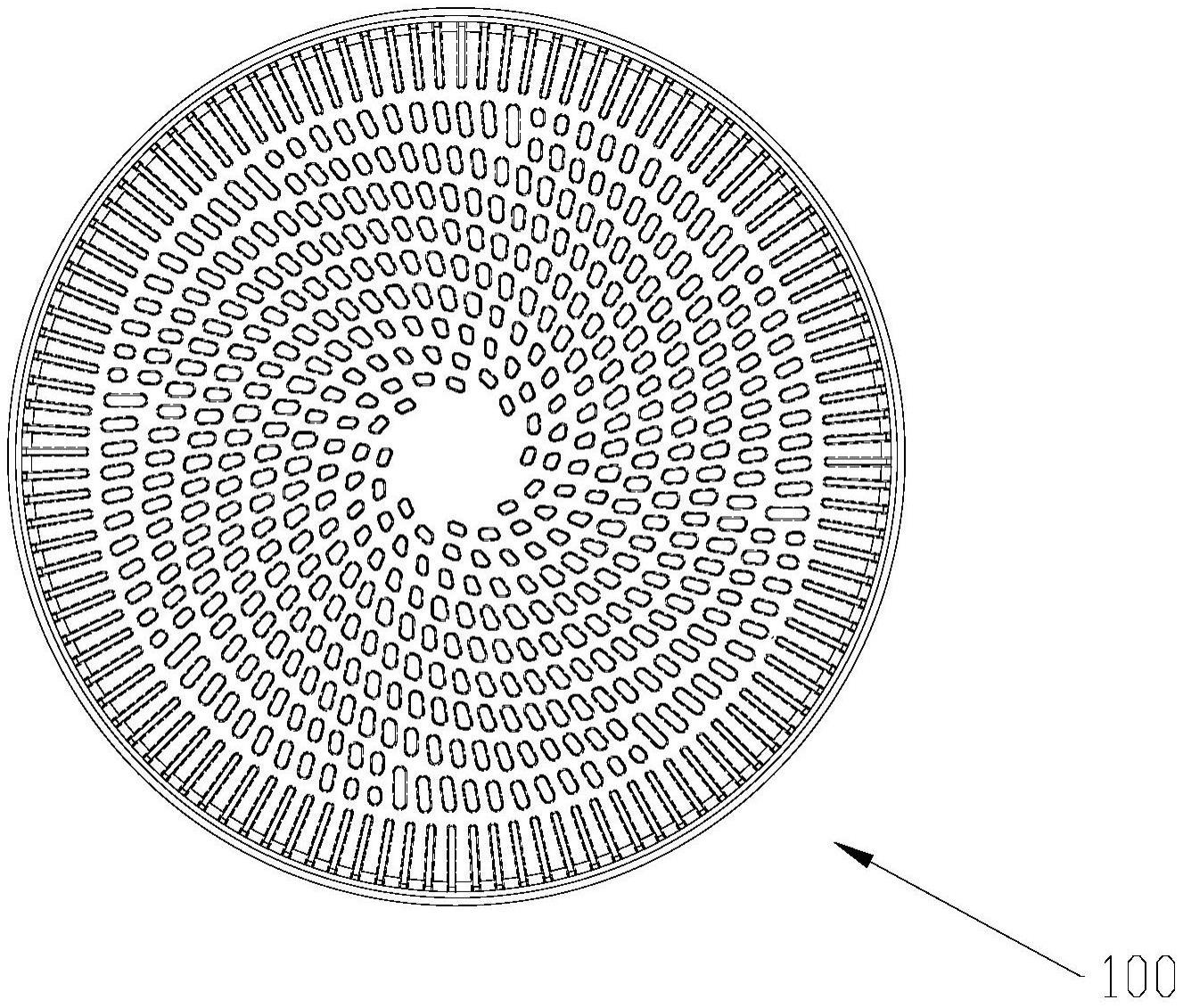
1.一种剃须刀刀网,其特征在于:包括网体(100),所述网体(100)上设有第一切网(200)和第二切网(300),所述第一切网(200)和第二切网(300)设置同等厚度,所述第一切网设有皮肤接触面和内刀配合面(400),所述内刀配合面(400)上设有避空槽(800),所述第一切网(200)和第二切网(300)的连接处设有弧形过渡边,沿第一切网(200)圆周向方向设有多个用于供长胡须伸入的第一切槽(210),沿第二切网(300)圆周向方向设有数量与第一切槽(210)一致的第二切槽(310),所述弧形过渡边上设有能使第一切槽(210)和第二切槽(310)连通的通槽(500),所述第一切网(200)上设有至少(2)条第一切孔组,所述第一切孔组沿第一切槽(210)的边缘设置,前一第一切孔组的头部紧贴后一第一切孔组的尾部设置,所述第一切网(200)上设有至少(2)条第二切孔组,所述第二切孔组以第一切孔组边缘为起点向第一切网(200)中心点方向螺旋设置。
2.根据权利要求1所述的一种剃须刀刀网,其特征在于:所述第一切网(200)和第二切网(300)的厚度为0.15mm。
3.根据权利要求1所述的一种剃须刀刀网,其特征在于:所述避空槽(800)的深度为0.03mm。
4.根据权利要求1所述的一种剃须刀刀网,其特征在于:所述第一切槽(210)和第二切槽(310)的宽度为0.3mm。
5.根据权利要求1所述的一种剃须刀刀网,其特征在于:所述第一切孔组共设有八组,所述第二切孔组共设有八组。
6.根据权利要求1所述的一种剃须刀刀网,其特征在于:所述网体(100)采用sus(420)j(2)材料制作而成的网体(100)。
7.根据权利要求1所述的一种剃须刀刀网,其特征在于:所述第一切孔组包括多个外孔(610),所述外孔(610)的形状为多边形。
8.根据权利要求1所述的一种剃须刀刀网,其特征在于:所述第二切孔组包括多个内孔(620),所述内孔(620)的形状为多边形。
9.根据权利要求7所述的一种剃须刀刀网,其特征在于:所述内刀配合面(400)与外孔(610)内壁面的连接处为尖角(700)。
10.根据权利要求9所述的一种剃须刀刀网,其特征在于:所述内刀配合面(400)与内孔(620)内避面的连接处为尖角(700)。
技术总结
本技术涉及剃须刀领域,特别涉及到一种剃须刀刀网。包括网体,所述网体上设有第一切网和第二切网,所述第一切网和第二切网设置同等厚度,所述第一刀网设有皮肤接触面和内刀配合面,所述内刀配合面上设有避空槽,所述第一切网和第二切网的连接处设有弧形过渡边。采用SUS420J2材料制作而成,极大的减少的剃须者对于镍网过敏的风险,不锈铁设计不会对人体有过敏反应。同时多个内孔、外孔密集设计,能快速将胡须剔除干净。在内刀配合面上设有避空槽,减少刀头高速旋转时与内刀配合面的接触面积,降低了剃须刀的噪音和刀头摩擦发热的问题。
技术研发人员:刘伟明,张超
受保护的技术使用者:广东须眉理容科技有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!