一种大力矩容器的螺圈压封自动旋进装置的制作方法
本发明涉及一种力矩连接的装配装置,尤其是一种大力矩容器的螺圈压封自动旋进装置,属于装配自动化。
背景技术:
1、长期以来,一些大力矩连接部件的装配始终依赖人工,虽然借助专用工装进行操作,但仍效率低、劳动强度大,而且装配质量难以保证。
2、申请人遇到某种盛装特殊易膨胀物质的容器需要在压紧容器内的压盖状态下将压螺旋入容器上部的内螺纹、最终完成压封压盖。检索可知,申请号为202111416401.1的中国专利文献公开了一种大螺纹自动装配设备和装配方法,包括转盘装置和涂胶拧紧装置;转盘装置包括设置有多个工位的转盘和转盘驱动机构,转盘上设置有多个工位,包括外螺纹上料工位、涂胶拧紧工位和成品下料工位;涂胶拧紧装置设置于涂胶拧紧工位一侧,用于拧紧外螺纹与内螺纹底座;在预装配认牙工序中,通过设置位移传感器监测卡盘位移,配合压缩弹簧的预紧力完成螺纹的预装配认牙,保证每个外螺纹旋入内螺纹底座的起始点相同,从而保证每个装配件中外螺纹旋入内螺纹底座的深度一致。此外,申请号201922354282.6的中国专利文献公开了一种压装拧紧一体装置,支架座上端通过螺栓固定有电缸,电缸的输出轴下端通过压力传感器和连接块连接下压杆,下压杆穿过所有的旋转扭矩装置和外侧套设中空旋转杆,旋转杆下端外侧有花键;电缸固定在支架座上,自带伺服电机;电缸下方压杆外侧套有减速机和扭矩传感器,减速机侧上方连接伺服电机;电缸和伺服电机均由plc控制。
3、上述现有技术虽实现了自动化旋装,但其内螺纹和外螺纹自动拧紧只设计有一级伸缩,即外螺纹旋入内螺纹,不能满足解决申请人面临的压住压盖旋入的技术要求。
技术实现思路
1、本发明的目的在于:针对现有技术存在的不足之处,提供一种不仅可以实现自动化旋装、而且可以在压盖压紧状态下将压螺旋入容器的大力矩容器的螺圈压封自动旋进装置,以确保压盖被可靠自动化封装。
2、为了达到上述目的,本发明大力矩容器的螺圈压封自动旋进装置的基本技术方案为:
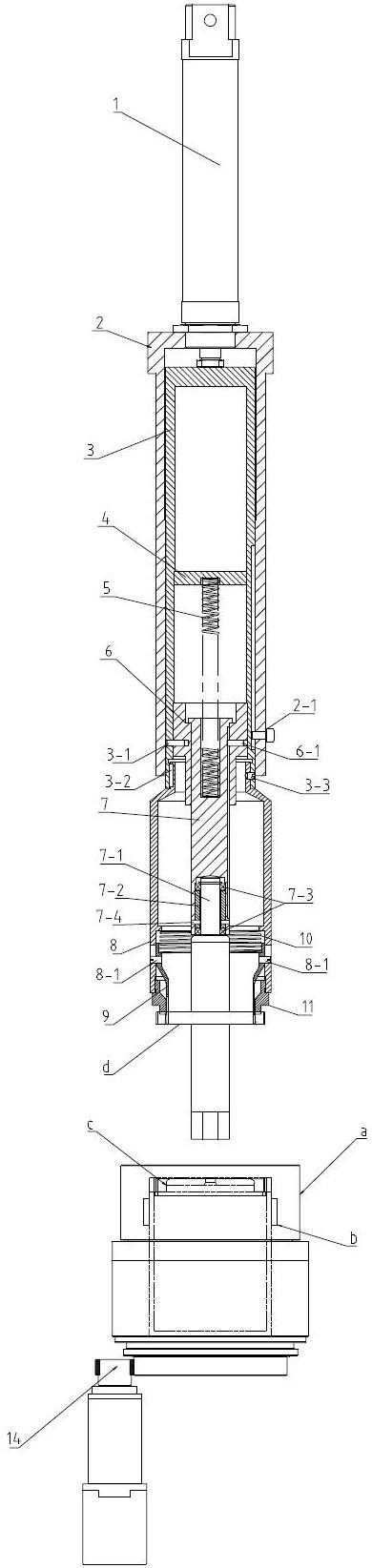
3、包括上端安置气缸的垂向固定套管,所述固定套管内装有与之构成垂向移动副的一级移动套管;
4、所述一级移动套管的上端与所述气缸伸缩端连接,且下端装有与之固连的二级套管以及与之构成垂向移动副的伸缩轴,所述伸缩轴位于所述二级套管中且趋于下压;
5、所述伸缩轴的下端装有可旋转的压紧轴,所述二级套管的下端装有与之构成垂向移动副的弹簧片夹爪并固连与具有外螺纹的螺圈适配的限位工装;所述弹簧片夹爪趋于下压且由内朝外撑于所述螺圈内;
6、所述限位工装下方安置可旋转的外壳工装,所述外壳工装安放具有内螺纹口的容器外壳。
7、封装时,将压螺安置在螺圈限位工装下并借助弹簧夹爪卡住其内圈,压盖放置在已盛放易膨胀物质的容器中。启动气缸推动一级移动套管向下移动,在压紧轴未接触到压盖之前,带动连接轴、二级套管8、伸缩轴随压紧轴一起下降。当压紧轴触及压盖上表面后,气缸继续向下推动压紧轴压紧压盖,而一级套管、二级套管带着压螺继续下降,直到压螺接触到容器外壳内螺纹,接着外壳工装被驱动带动容器外壳一起旋转,压螺因相对旋转而旋入容器外壳内螺纹。此时气缸继续向下推进,螺圈限位工装始终向下推进压螺,再继续旋入的过程中,弹簧片夹爪逐渐从压螺内圈脱出缩回至二级套管内,直到压螺达到压住压盖的所需位置,弹簧片夹爪完全脱离压螺。以上过程中,压紧轴可随压盖旋转,其下端的凹型花键结构保持始终下压压盖。
8、由此可见,采用本发明后,可以自动完成在保持压盖压紧状态下将压螺旋入容器直至压螺压住压盖的全部操作,确保容器内易膨胀物质被压盖可靠压持后的封装,不仅效率高,而且质量稳定。
9、本发明进一步的完善还有:
10、所述一级移动套管的外圆具有轴向导槽,所述固定套管的侧壁装有端头与所述轴向导槽相配的导向螺钉。
11、所述一级移动套管的下端固连连接轴套,所述连接轴套中插装与之动配合的外圆具有轴向滑槽的伸缩轴,所述连接轴套的侧壁装有端头与所述轴向滑槽相配的导向销钉。
12、所述一级移动套管中固定弹簧挡板,所述弹簧挡板与所述伸缩轴的上端导向孔之间装有使伸缩轴7趋于下压的小弹簧。
13、所述伸缩轴的下端孔中装有支撑于轴承的可旋转压紧轴。
14、所述二级套管的下端孔中装有上部与之适配的弹簧片夹爪,所述二级套管的下端开有轴向延伸的腰形孔,所述腰形孔与装在弹簧片夹爪侧壁的滑配螺钉滑动配合。
15、所述二级套管的下部与所述弹簧片夹爪的上部分别具有大弹簧限位夹持结构。
16、所述压紧轴的上段为轴承支撑柄,下段开有径向缺口,中段为半轴。
技术特征:
1.一种大力矩容器的螺圈压封自动旋进装置,包括上端安置气缸(1)的垂向固定套管(2),其特征在于:所述固定套管内装有与之构成垂向移动副的一级移动套管(3);
2.根据权利要求1所述大力矩容器的螺圈压封自动旋进装置,其特征在于:所述一级移动套管的外圆具有轴向导槽,所述固定套管的侧壁装有端头与所述轴向导槽相配的导向螺钉。
3.根据权利要求2所述大力矩容器的螺圈压封自动旋进装置,其特征在于:所述一级移动套管的下端固连连接轴套,所述连接轴套中插装与之动配合的外圆具有轴向滑槽的伸缩轴,所述连接轴套的侧壁装有端头与所述轴向滑槽相配的导向销钉。
4.根据权利要求3所述大力矩容器的螺圈压封自动旋进装置,其特征在于:所述一级移动套管中固定弹簧挡板,所述弹簧挡板与所述伸缩轴的上端导向孔之间装有使伸缩轴7趋于下压的小弹簧。
5.根据权利要求4所述大力矩容器的螺圈压封自动旋进装置,其特征在于:所述伸缩轴的下端孔中装有支撑于轴承的可旋转压紧轴。
6.根据权利要求5所述大力矩容器的螺圈压封自动旋进装置,其特征在于:所述二级套管的下端孔中装有上部与之适配的弹簧片夹爪,所述二级套管的下端开有轴向延伸的腰形孔,所述腰形孔与装在弹簧片夹爪侧壁的滑配螺钉滑动配合。
7.根据权利要求6所述大力矩容器的螺圈压封自动旋进装置,其特征在于:所述二级套管的下部与所述弹簧片夹爪的上部分别具有大弹簧限位夹持结构。
8.根据权利要求1至7任一所述大力矩容器的螺圈压封自动旋进装置,其特征在于:所述压紧轴的上段为轴承支撑柄,下段开有径向缺口,中段为半轴。
技术总结
本发明涉及一种大力矩容器的螺圈压封自动旋进装置,属于装配自动化技术领域。该装置的固定套管内装有与之构成垂向移动副的一级移动套管;一级移动套管的上端与气缸伸缩端连接,且下端装有与之固连的二级套管以及与之构成垂向移动副的伸缩轴,伸缩轴位于二级套管中且趋于下压;伸缩轴的下端装有可旋转的压紧轴,二级套管的下端装有与之构成垂向移动副的弹簧片夹爪并固连与具有外螺纹的螺圈适配的限位工装;弹簧片夹爪趋于下压且由内朝外撑于螺圈内;限位工装下方安置可旋转的外壳工装,外壳工装安放具有内螺纹口的容器外壳。采用本发明后,可以确保容器内易膨胀物质被压盖可靠压持后的封装,不仅效率高,而且质量稳定。
技术研发人员:张林霞,黄静,罗玉华,徐锦新
受保护的技术使用者:航天晨光股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!