一种钻针及其制备工艺的制作方法
本发明涉及钻针,特别涉及一种钻针及其制备工艺。
背景技术:
1、随着对pcb板钻孔加工寿命、品质要求提升,对钻针涂层的耐磨性能提出了更高的要求,目前市场上使用的钻针涂层只能满足普通板材的钻孔加工,已无法满足客户普通板材钻孔加工高寿命的要求。针对目前加工难度更大、品质要求更高、寿命要求更高的高层pcb板,普通涂层钻针也无法满足性能要求。
2、为了提高钻针的耐磨性及其使用寿命,可增加涂层厚度,以提升耐磨性能,进而增加涂层钻针的寿命,但由于涂层的内应力随着涂层厚度的增加而增大,涂层厚度增加到2.0μm左右时会破坏钻针的切削刃,导致钻针无法使用,目前硬板加工用微型钻针的涂层厚度为1.5μm左右。
技术实现思路
1、本发明的主要目的是提供一种钻针,旨在解决钻针耐磨性不足,使用寿命短的问题。
2、为实现上述目的,本发明提出的钻针包括:
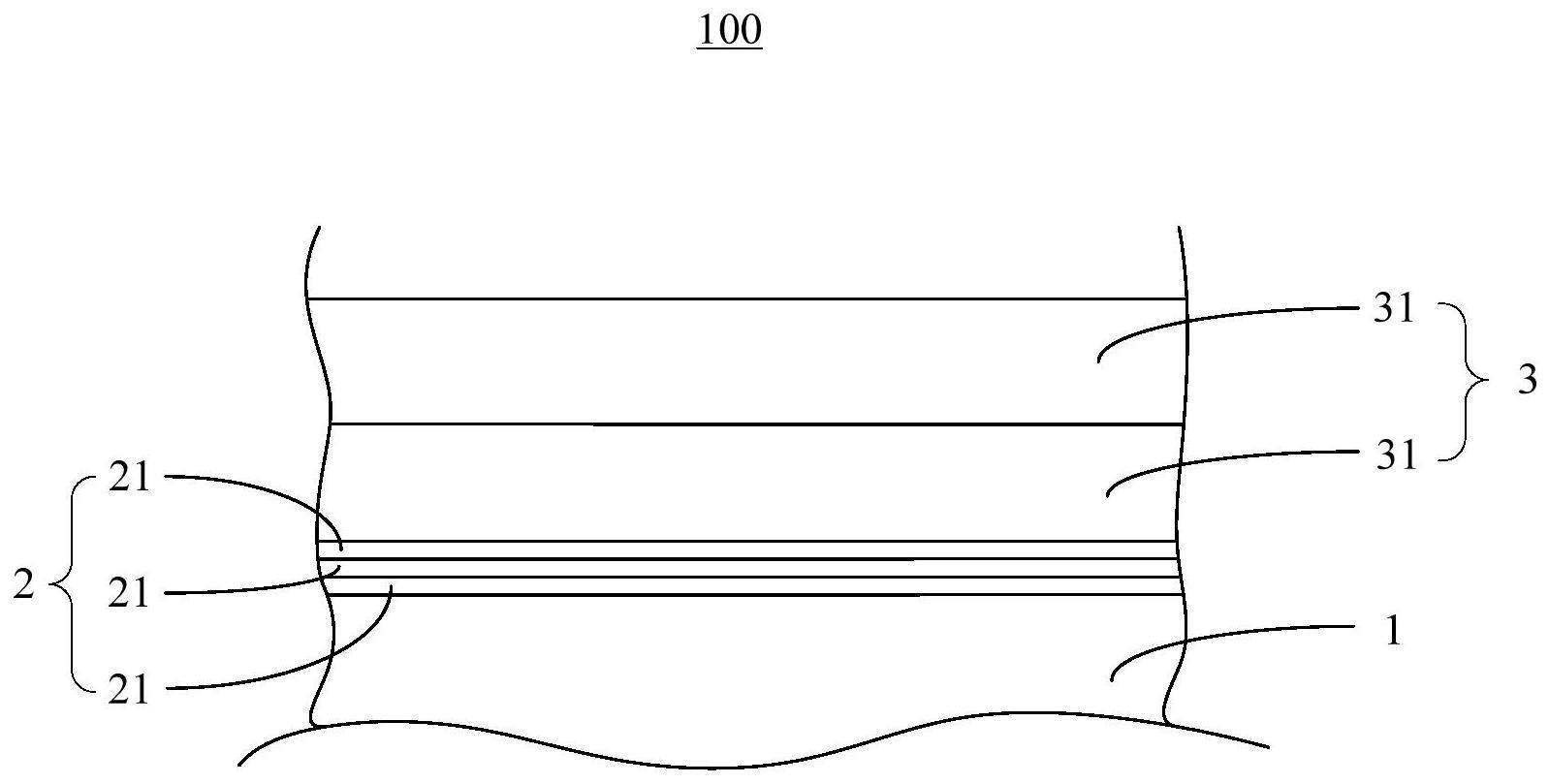
3、钻针基体;
4、过渡层,设于所述钻针基体的外表面;以及,
5、功能层,设于所述过渡层的外表面;
6、其中,所述过渡层的硬度小于所述功能层的硬度。
7、可选地,所述过渡层包括自所述钻针基体向外依次层叠且硬度逐渐增大的多层子过渡层。
8、可选地,所述过渡层包括三层所述子过渡层。
9、可选地,自所述钻针基体向外依次层叠的三层所述子过渡层的硬度分别为8~12gpa、13~17gpa和18~22gpa。
10、可选地,三层所述子过渡层的厚度分别为0.1~0.15μm。
11、可选地,所述功能层包括自所述过渡层向外依次层叠且硬度逐渐增大的多层子功能层。
12、可选地,所述功能层包括两层所述子功能层;
13、自所述过渡层向外依次层叠的两层所述子功能层的硬度分别为25~34gpa和35~45gpa。
14、可选地,所述功能层的厚度为2.0~3.5μm。
15、本发明还提出一种如上所述的钻针的制备工艺,所述制备工艺包括以下步骤:
16、钻针基体经过高能等离子体溅射;
17、在所述钻针基体表面沉积出过渡层;
18、在所述过渡层表面沉积出功能层。
19、可选地,所述高能等离子体通过磁过滤获得。
20、本发明技术方案中,所述钻针基体外表面设有所述过渡层,再在所述过渡层外表面设有所述功能层,通过硬度比所述功能层小的所述过渡层缓冲了所述钻针基体与所述功能层之间的内应力,在不破坏所述钻针基体刃口的情况下,所述功能层的厚度可以大于常规技术中硬板加工用微型钻针的涂层厚度。所述功能层厚度增大后,所述功能层作为所述钻针表面的涂层,硬度高,耐磨性能好,所述钻针的使用寿命长。
技术特征:
1.一种钻针,其特征在于,包括:
2.如权利要求1所述的钻针,其特征在于,所述过渡层包括自所述钻针基体向外依次层叠且硬度逐渐增大的多层子过渡层。
3.如权利要求2所述的钻针,其特征在于,所述过渡层包括三层所述子过渡层。
4.如权利要求3所述的钻针,其特征在于,自所述钻针基体向外依次层叠的三层所述子过渡层的硬度分别为8~12gpa、13~17gpa和18~22gpa。
5.如权利要求4所述的钻针,其特征在于,三层所述子过渡层的厚度分别为0.1~0.15μm。
6.如权利要求1所述的钻针,其特征在于,所述功能层包括自所述过渡层向外依次层叠且硬度逐渐增大的多层子功能层。
7.如权利要求6所述的钻针,其特征在于,所述功能层包括两层所述子功能层;
8.如权利要求1所述的钻针,其特征在于,所述功能层的厚度为2.0~3.5μm。
9.一种如权利要求1-8所述的钻针的制备工艺,其特征在于,包括以下步骤:
10.如权利要求9所述的制备工艺,其特征在于,所述高能等离子体通过磁过滤获得。
技术总结
本发明公开一种钻针及其制备工艺,其中,所述钻针包括钻针基体、过渡层和功能层,所述过渡层设于所述钻针基体的外表面,所述功能层设于所述过渡层的外表面,所述过渡层的硬度小于所述功能层的硬度,本发明技术方案中,硬度比所述功能层小的所述过渡层缓冲了所述钻针基体与所述功能层之间的内应力,在不破坏所述钻针基体刃口的情况下,所述功能层的厚度可以大于常规技术中硬板加工用微型钻针的涂层厚度。所述功能层厚度增大后,所述功能层作为所述钻针表面的涂层,硬度高,耐磨性能好,所述钻针的使用寿命长。
技术研发人员:黄盈盈,程良茶,陈丽华
受保护的技术使用者:东莞钠诺美特纳米技术有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!