一种发动机缸体加工水管接头压装设备及使用方法与流程
本发明涉及发动机缸体装配,具体涉及一种发动机缸体加工水管接头压装设备及使用方法。
背景技术:
1、发动机在工作时会产生大量的热量,如果不及时将热量排出或对其冷却会导致发动机受损,因此在发动机中设置有冷却系统,冷却系统是依靠水泵提供工作的压力。在发动机生产的过程中会在水泵孔压装水管接头为后续连接水泵做好准备,压装水管接头通常采用工人手工压装的方式完成,但是手工压装容易出现压装偏心、压装深度不可控、费时费力、效率低等现象,这也是制约发动机生产效率的原因之一。
2、在公开号为cn110948210a的专利(以下简称现有技术1)中公开了一种汽车发动机缸盖出水管接头压装机构,在现有技术1中使用气液增压缸代替了工人手工压装水管接头,省时省工,提高了生产线上的压装效率,同时采用水平式压装提高了压装时缸盖的稳定性。但是水管接头的压装质量还有一个重要的影响因素,便是压装前对水泵孔的涂胶步骤,通常采用的是工人手工涂胶的方式,这种方式涂胶的质量全凭工人的经验,并且因为工人技术水平不同涂胶时胶水消耗量和单个水泵孔涂胶时长也不一致,这对生产效率也会产生不利影响。
3、在现有技术1中只是将传统的手工压装替换成了机器压装,提高了压装的效率,使压装深度符合压装要求不会出现过深或不够的现象。但是现有技术1中并没有提到对涂胶方式的改进,为了提高发动机缸体水管接头压装质量,我司设计了一种发动机缸体加工水管接头压装设备,集成自动涂胶与自动压装于一体,从而解决现存的因涂胶水平不一致导致的压装效率低的问题。
技术实现思路
1、有鉴于此,本发明提供了一种发动机缸体加工水管接头压装设备及使用方法,用于解决现存的因涂胶水平不一致导致的压装效率低的问题。
2、本发明的技术方案如下:
3、一种发动机缸体加工水管接头压装设备,包括送料台和用于安装压紧机构、限位工装、涂胶机构、输送装置、横移压装机构以及推送装置的承重桌,承重桌的一侧设置送料台,送料台用于将缸体输送至限位工装,限位工装上设置压紧机构,横移压装机构设置在限位工装的侧面。
4、涂胶机构设置在限位工装的一侧,涂胶机构用于给缸体的水泵孔涂胶;在限位工装上设置有升降装置、垫块、导向槽、定位销以及定位挡板,升降装置上设置有滚筒;压紧机构上设置有压块,压紧机构通过压块固定限位工装中的缸体。
5、横移压装机构包括滑动台、导轨和伸缩杆,导轨和伸缩杆安装在滑动台上,导轨上设置有压紧油缸,伸缩杆用于控制压紧油缸横向移动,压紧油缸上设置有用于压装水管接头的压装杆,滑动台端部设置有限位开关;推送装置包括推杆和支架,支架用于安装推杆,推杆设置在与压装杆相对的位置,推杆用于将水管接头临时安装在压装杆上。
6、在一种优选的技术方案中,输送装置包括振动盘和输送结构。
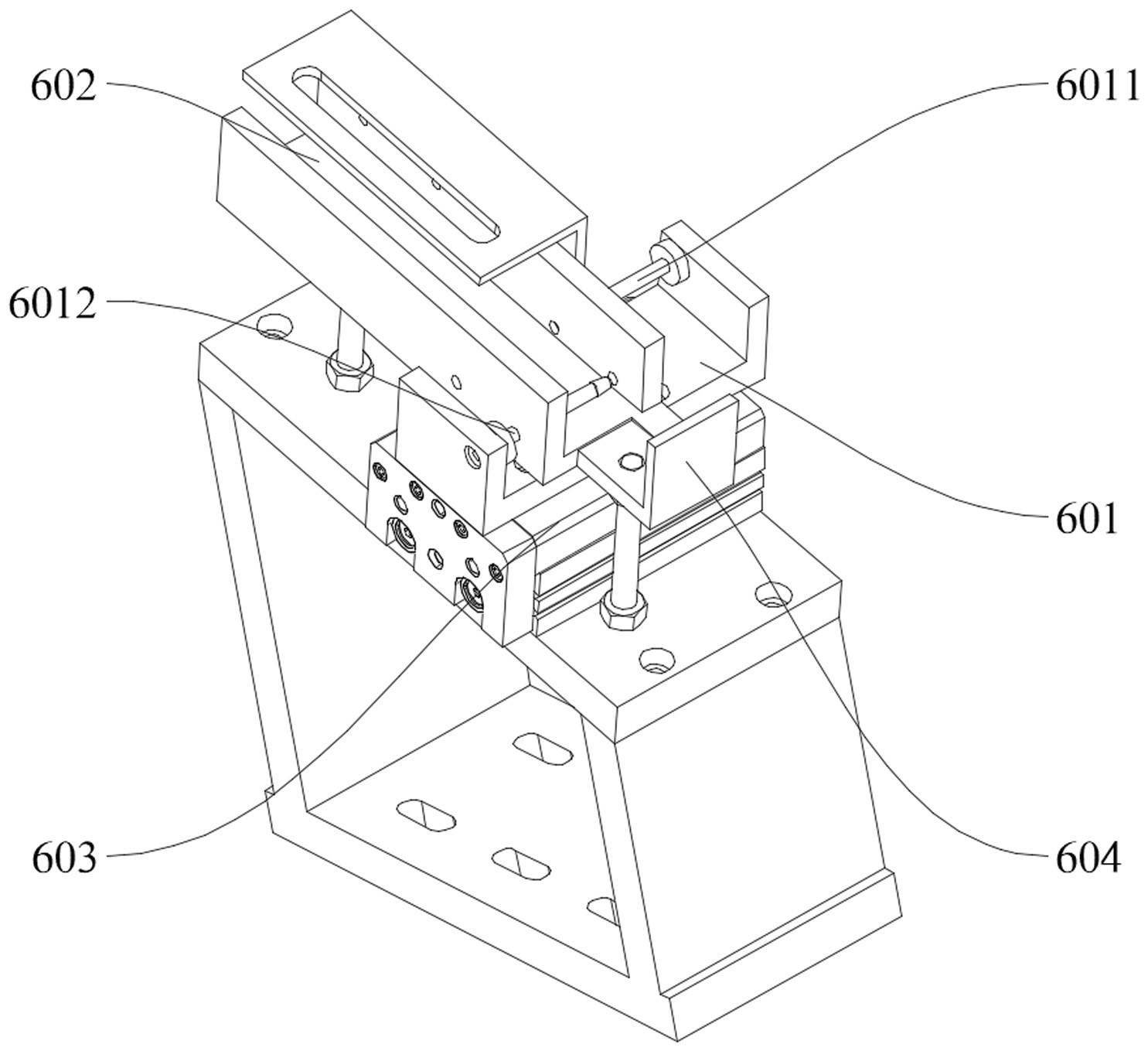
7、在一种优选的技术方案中,输送结构包括移动板、物料槽、滑台气缸,移动板安装在滑台气缸上,物料槽设置在移动板上方,物料槽端部设置有接料块,移动板上设置有第一挡杆和第二挡杆。
8、在一种优选的技术方案中,滑台气缸下方设置有支座,支座通过调节螺栓与物料槽连接。
9、在一种优选的技术方案中,压装杆端部设置有第一限位部和第一导向部,第一限位部上设置有固定结构,固定结构由弹簧和钢珠组合而成。
10、在一种优选的技术方案中,推杆上设置有第二限位部和第二导向部。
11、在一种优选的技术方案中,横移压装机构的端部设置有拖链。
12、在一种优选的技术方案中,承重桌下方设置有调节脚座。
13、在一种优选的技术方案中,承重桌上设置有保护架,保护架在送料台以及振动盘一侧设置有进料窗口。
14、一种发动机缸体加工水管接头压装设备的使用方法,包括如下内容:
15、将水管接头放入输送装置的振动盘中,水管接头从振动盘进入输送结构;
16、发动机缸体从送料台进入限位工装,压紧机构对发动机缸体进行固定,发动机缸体上的水泵孔对准涂胶机构,涂胶机构对水泵孔涂胶;
17、推杆将水管接头临时安装在压装杆上;
18、横移压装机构带动压装杆横向移动;
19、压装杆横向移动到位后,压紧油缸控制压装杆将水管接头压装在涂胶后的水泵孔中;
20、压紧油缸带动压装杆退回原位,横移压装机构运动回初始位置,至此完成一次水管接头的压装。
21、本发明的有益效果是:
22、本发明通过设置涂胶机构代替了传统的手工涂胶,使涂胶水平不因工人技术水平而产生差异,提高了涂胶效果和涂胶效率。同时缸体限位固定和水管接头的压装通过限位工装、压紧装置以及横移压装机构实现,保证了压装深度和压装质量,进而提高了产品合格率。
技术特征:
1.一种发动机缸体加工水管接头压装设备,其特征在于:包括送料台(400)和用于安装压紧机构(200)、限位工装(300)、涂胶机构(500)、输送装置(600)、横移压装机构(700)以及推送装置(800)的承重桌(100),承重桌(100)的一侧设置送料台(400),送料台(400)用于将缸体输送至限位工装(300),限位工装(300)上设置压紧机构(200),横移压装机构(700)设置在限位工装(300)的侧面;
2.根据权利要求1所述的一种发动机缸体加工水管接头压装设备,其特征在于:输送装置(600)包括振动盘(605)和输送结构。
3.根据权利要求2所述的一种发动机缸体加工水管接头压装设备,其特征在于:输送结构包括移动板(601)、物料槽(602)、滑台气缸(603),移动板(601)安装在滑台气缸(603)上,物料槽(602)设置在移动板(601)上方,物料槽(602)端部设置有接料块(604),移动板(601)上设置有第一挡杆(6011)和第二挡杆(6012)。
4.根据权利要求3所述的一种发动机缸体加工水管接头压装设备,其特征在于:滑台气缸(603)下方设置有支座,支座通过调节螺栓与物料槽(602)连接。
5.根据权利要求1所述的一种发动机缸体加工水管接头压装设备,其特征在于:压装杆(706)端部设置有第一限位部(7062)和第一导向部(7063),第一限位部(7062)上设置有固定结构(7061),固定结构(7061)由弹簧和钢珠组合而成。
6.根据权利要求1所述的一种发动机缸体加工水管接头压装设备,其特征在于:推杆(801)上设置有第二限位部(8011)和第二导向部(8012)。
7.根据权利要求1所述的一种发动机缸体加工水管接头压装设备,其特征在于:横移压装机构(700)的端部设置有拖链(705)。
8.根据权利要求1所述的一种发动机缸体加工水管接头压装设备,其特征在于:承重桌(100)下方设置有调节脚座。
9.根据权利要求2所述的一种发动机缸体加工水管接头压装设备,其特征在于:承重桌(100)上设置有保护架,保护架在送料台(400)以及振动盘(605)一侧设置有进料窗口。
10.一种发动机缸体加工水管接头压装设备的使用方法,其特征在于:利用权利要求1-9任一的一种发动机缸体加工水管接头压装设备,包括如下内容:
技术总结
本发明公开了一种发动机缸体加工水管接头压装设备及使用方法,包括送料台和用于安装压紧机构、限位工装、涂胶机构、输送装置、横移压装机构以及推送装置的承重桌,承重桌的一侧设置送料台,送料台用于将缸体输送至限位工装,限位工装上设置压紧机构,横移压装机构设置在限位工装的侧面;涂胶机构设置在限位工装的上侧,涂胶机构用于给缸体的水泵孔涂胶。本发明通过设置涂胶机构代替了传统的手工涂胶,提高了涂胶效果和涂胶效率。水管接头的压装通过横移压装机构实现,保证了压装深度和压装质量,进而提高了产品合格率。
技术研发人员:唐春雨,万鑫,肖利伟
受保护的技术使用者:成都正恒动力股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!