钛合金刀具及其制备方法与流程
本发明涉及刀具,尤其涉及一种钛合金刀具及其制备方法。
背景技术:
1、现有的厨用刀具多为不锈钢刀具,不锈钢刀具具有耐磨、耐腐蚀及硬度高等性能,受到广泛的应用,但是不锈钢的密度大,不锈钢刀具通常较重,造成使用者的舒适性不佳。
2、现有技术中也有采用钛合金板材来制备刀具,刀具包括刀身部和刀刃部,刀身部和刀刃部通常由同种钛合金板材经激光切割制得。但高韧钛合金材料硬度较低,采用高韧钛合金板材制备的刀具其刀刃部硬度较低、耐磨性较差,不能较好地满足使用需求;采用高硬度、高耐磨的钛合金板材制备的刀具,可满足使用需求,但是制作成本高。
技术实现思路
1、本发明提供一种钛合金刀具及其制备方法,用以解决现有的合金刀具存在使用性、经济性和轻量化难以兼得的问题。
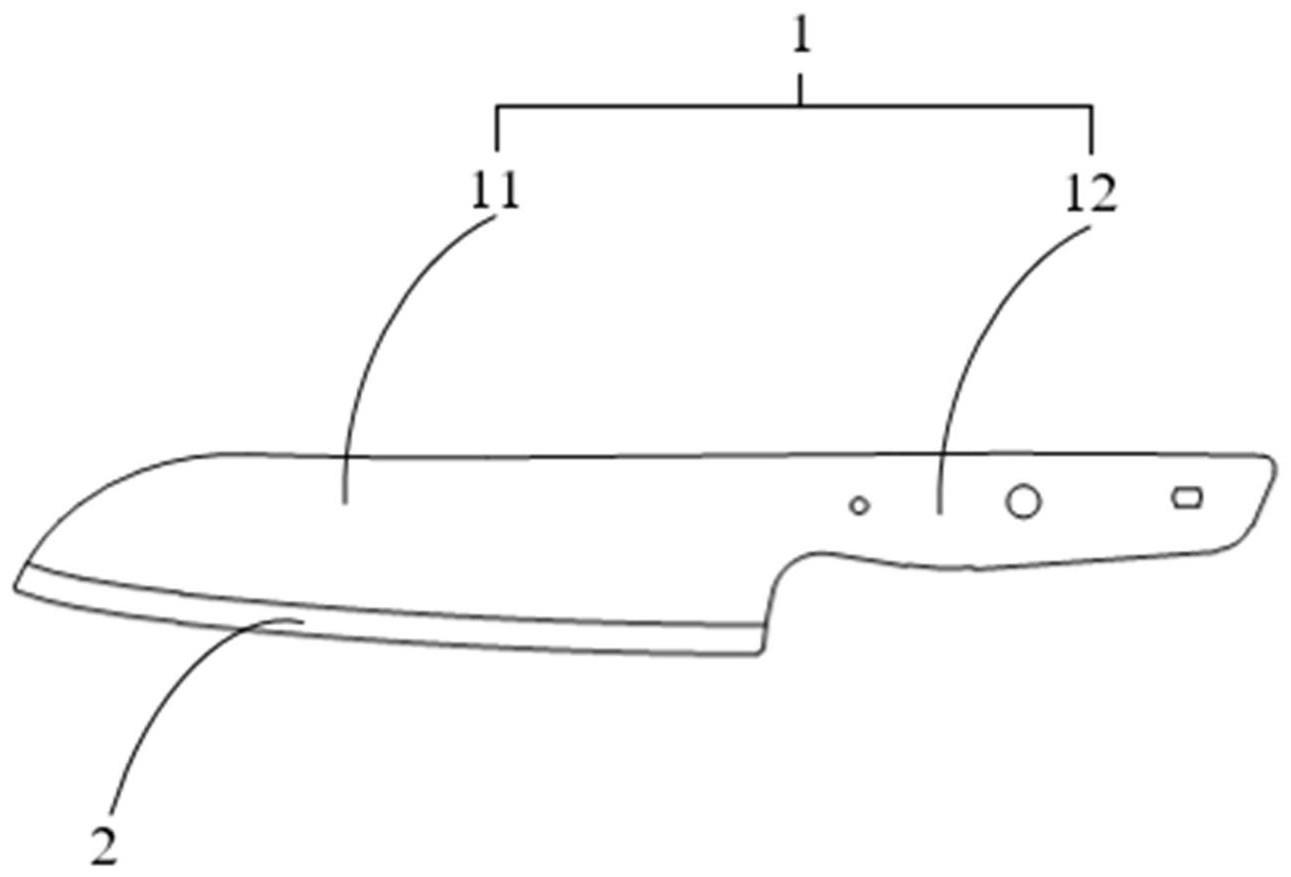
2、第一方面,本发明提供一种钛合金刀具,包括:
3、刀身,所述刀身的材质为第一钛合金材质;
4、刀刃,固接于所述刀身的一端,所述刀刃的材质为第二钛合金材质。
5、根据本发明提供的一种钛合金刀具,所述刀身包括本体部以及与所述本体部一体成型的手柄部。
6、根据本发明提供的一种钛合金刀具,所述钛合金刀具还包括握持部;
7、所述握持部套设于所述手柄部的外侧,所述握持部的材质为木材质、塑料材质或金属材质。
8、第二方面,本发明提供一种钛合金刀具的制备方法,包括:
9、将预处理后的刀身和刀刃放置于焊接室,且组对所述刀身和所述刀刃,以使所述刀身待焊接的端面和所述刀刃待焊接的端面相贴合;
10、基于所述刀身和所述刀刃的对接处确定待焊接区域,设置焊接参数;
11、控制激光头沿所述待焊接区域的延伸方向进行直线运动,且相对所述待焊接区域的中心面进行往复摆动,以焊接所述待焊接区域。
12、根据本发明提供的一种钛合金刀具的制备方法,所述焊接参数包括移动速度、摆动幅度和摆动频率;
13、所述移动速度为0.5~1.5m/min;
14、所述摆动幅度为0.5~1.5mm;
15、所述摆动频率为1~3hz。
16、根据本发明提供的一种钛合金刀具的制备方法,所述焊接参数还包括激光功率;
17、所述激光功率为700~900w。
18、根据本发明提供的一种钛合金刀具的制备方法,所述将预处理后的刀身和刀刃放置于焊接室之前还包括:
19、切割预设形状的刀身和预设形状的刀刃;
20、检测所述刀身的平整度和所述刀刃的平整度。
21、根据本发明提供的一种钛合金刀具的制备方法,所述检测所述刀身的平整度和所述刀刃的平整度之后还包括:
22、确定所述刀身的不平整度小于等于0.3%,且所述刀刃的不平整度小于等于0.3%,对所述刀身和所述刀刃进行清洗。
23、根据本发明提供的一种钛合金刀具的制备方法,所述控制激光头沿所述待焊接区域的延伸方向进行直线运动,且相对所述待焊接区域的中心面进行往复摆动,以焊接所述待焊接区域的过程中,向所述焊接室通入保护气体。
24、根据本发明提供的一种钛合金刀具的制备方法,所述控制激光头沿所述待焊接区域的延伸方向进行直线运动,且相对所述待焊接区域的中心面进行往复摆动,以焊接所述待焊接区域之后还包括:
25、打磨焊接后的钛合金刀具。
26、本发明提供的钛合金刀具及其制备方法,钛合金刀具由两种钛合金材料制备,刀身由密度低和韧性佳的钛合金材料制备,刀刃由高硬度和高耐磨的钛合金材料制备,两种钛合金材料组焊的钛合金刀具,具备高硬度、高耐磨、高锋利性和良好持久性的性能,满足使用需求,此外轻量化即降低了制作成本,也提升了用户使用的舒适性。
技术特征:
1.一种钛合金刀具,其特征在于,包括:
2.根据权利要求1所述的钛合金刀具,其特征在于,所述刀身包括本体部以及与所述本体部一体成型的手柄部。
3.根据权利要求2所述的钛合金刀具,其特征在于,所述钛合金刀具还包括握持部;
4.一种如权利要求1至3任一项所述的钛合金刀具的制备方法,其特征在于,包括:
5.根据权利要求4所述的钛合金刀具的制备方法,其特征在于,所述焊接参数包括移动速度、摆动幅度和摆动频率;
6.根据权利要求4所述的钛合金刀具的制备方法,其特征在于,所述焊接参数还包括激光功率;
7.根据权利要求4所述的钛合金刀具的制备方法,其特征在于,所述将预处理后的刀身和刀刃放置于焊接室之前还包括:
8.根据权利要求7所述的钛合金刀具的制备方法,其特征在于,所述检测所述刀身的平整度和所述刀刃的平整度之后还包括:
9.根据权利要求4所述的钛合金刀具的制备方法,其特征在于,所述控制激光头沿所述待焊接区域的延伸方向进行直线运动,且相对所述待焊接区域的中心面进行往复摆动,以焊接所述待焊接区域的过程中,向所述焊接室通入保护气体。
10.根据权利要求4所述的钛合金刀具的制备方法,其特征在于,所述控制激光头沿所述待焊接区域的延伸方向进行直线运动,且相对所述待焊接区域的中心面进行往复摆动,以焊接所述待焊接区域之后还包括:
技术总结
本发明提供一种钛合金刀具及其制备方法,钛合金刀具包括:刀身,所述刀身的材质为第一钛合金材质;刀刃,固接于所述刀身的一端,所述刀刃的材质为第二钛合金材质。本发明的钛合金刀具,由两种钛合金材料制备,刀身由密度低和韧性佳的钛合金材料制备,刀刃由高硬度和高耐磨的钛合金材料制备,两种钛合金材料组焊的钛合金刀具,具备高硬度、高耐磨、高锋利性和良好持久性的性能,满足使用需求,此外轻量化即降低了制作成本,也提升了用户使用的舒适性。
技术研发人员:战娣,史金鑫,王若思,苑玉玲,孙宇星
受保护的技术使用者:沈阳中钛装备制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!