一种厢式货车的锁闭机构的锁舌和锁座及其制造方法与流程
本发明涉及到厢式货车后门和侧门锁闭机构锁头的锁舌和锁座,属于厢式货车配件领域,也适应于集装箱门的锁闭机构领域。
背景技术:
1、现有厢式货车后门和侧门锁闭机构(见图4),其锁头和锁座的局部放大图见图5,已使用了多年,但在使用过程中还是曝露了一些问题,并且非常难以解决。特别是由于锁头的锁舌与锁座之间为滑动摩擦,使锁舌和锁座之间易磨损,且具有开门力度大。本发明专利就是针对锁头的锁舌和锁座进行重大改进。对集装箱门锁闭机构的锁座和锁舌,也同样类似,这里不再赘述。下面以厢式货车后门和侧门锁闭机构介绍本发明。
技术实现思路
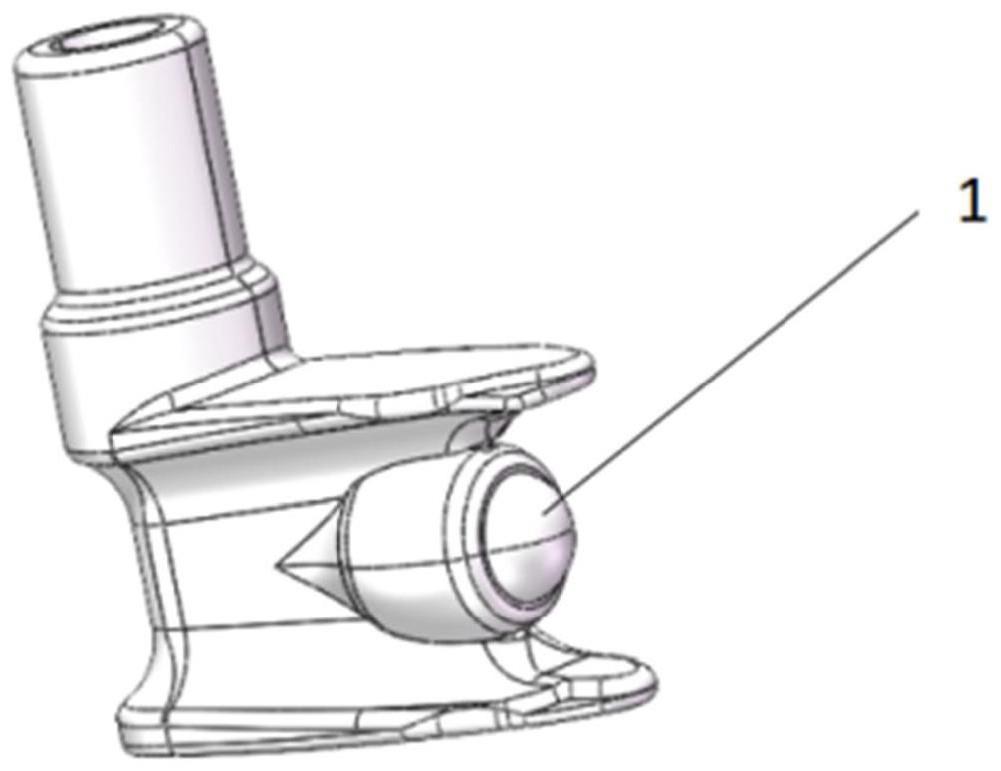
1、针对上述存在的问题,发明者利用滚动来代替滑动,在作为锁头11的组成部分锁舌5与锁座10接触部位非常巧妙地设置一个滚珠1,见图1。在锁座10与锁舌5的接触部分由现在的凸起滑道改为凹槽圆弧滚道3,该凹槽圆弧滚道的直径3较滚珠1的直径要大,凹槽圆弧滚道3作为滚珠1的滚道,见图3。由于在锁舌5与锁座11接触部位设置一个滚珠1,致使锁舌5制造困难,发明者通过进一步钻研,利用现有的精铸工艺和冲压卷球面的制造方法,很简单巧妙地解决了这个制造难题,具体为:在精铸出来的锁头11在冲床进行与滚珠1进行组装时,将锁头11放入冲床的工作平台紧固后,再将滚珠1放入锁舌5的球窝2中,此后,带圆弧的冲头冲下来,将球窝2上部进行球形卷曲,可将滚珠1略带间隙地(例如0.5mm)封闭在球窝2中,此间隙是为了保证滚珠1能在球窝2中自由滚动,由于这个过程很是简单,这里就不用图形表述了。通过在网上搜索,目前国内外还不存在这种结构及其制造方法。
2、至于锁座10的制造,只是由现在的凸起滑道改为凹槽圆弧滚道3,与现有的锁座没有多大的区别,这里不再赘述。只需将本发明的锁座10和带滚珠的锁头11代替现有的锁座与锁头,使用上与现有的锁座和锁头没有多大的区别,但打开时很省力,这里也不再赘述。
3、本发明的附加方面和优点将在下面的描述部分中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种厢式货车的锁闭机构的锁舌和锁座,其特征在于:带有球窝和滚珠的锁舌和带凹槽圆弧滚道的锁座,在锁座与锁舌的接触部分由现在的凸起滑道改为凹槽圆弧滚道,该凹槽圆弧滚道的直径大于滚珠的直径,凹槽圆弧滚道作为滚珠的滚道。
2.一种如权利要求1所述的厢式货车的锁闭机构的锁舌和锁座的制造方法,其特征在于,利用现有的精铸工艺和冲压卷曲球面的制造方法即可完成,具体为:在精铸出来的锁头在冲床进行与滚珠进行组装时,将锁头放入冲床的工作平台紧固后,再将滚珠放入锁舌的球窝中,此后,带圆弧的冲头冲下来,将球窝上部进行球形卷曲,可将滚珠略带间隙地封闭在球窝中。
技术总结
本发明提供了一种厢式货车的锁闭机构的锁舌和锁座及其制造方法,包括带有球窝和滚珠的锁舌和带凹槽圆弧滚道的锁座,在锁座与锁舌的接触部分由现在的凸起滑道改为凹槽圆弧滚道,该凹槽圆弧滚道的直径较滚珠的直径要大,凹槽圆弧滚道作为滚珠的滚道。由于在锁舌与锁座接触部位设置一个滚珠,致使锁舌制造困难,通过钻研,采用现有的精铸工艺和冲压卷曲球面的制造方法即可完成,简单巧妙的方法为:在精铸出来的锁头在冲床进行与滚珠进行组装时,将锁头放入冲床的工作平台紧固后,再将滚珠放入锁舌的球窝中,此后,带圆弧的冲头冲下来,将球窝上部进行球形卷曲,可将滚珠略带间隙地封闭在球窝中。
技术研发人员:倪平涛,叶冠文
受保护的技术使用者:广东格蓝特不锈钢制品有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!