一种农业机械用V带齿形加工方法与流程
:本发明属于农业机械传动,特别涉及一种农业机械用v带齿形加工方法。
背景技术
0、
背景技术:
1、农业机械用v带用于农业机械工作部件动力传送,其制造过程中v带齿形的角度形成工序是保证带精准传递功率的重要工序,目前普遍采用的是砂轮磨削工艺来制造。
2、砂轮磨削工艺是通过一个大功率电机驱动砂轮将矩形皮带研磨成梯形结构,在此过程会产生粉尘、烟气,带体中可能存在的杂质在研磨过程中会产生火星引发燃烧,研磨接触面积聚热量会加速v带表面老化。此外,研磨过程中,研磨的进给量是分步进行的,消耗大量的时间和电量。
3、公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现思路
0、
技术实现要素:
1、本发明的目的在于提供一种农业机械用v带齿形加工方法,采用反向切削方式用刀片一次进刀切削v带所需的工作面角度,从而克服上述现有技术中的缺陷。
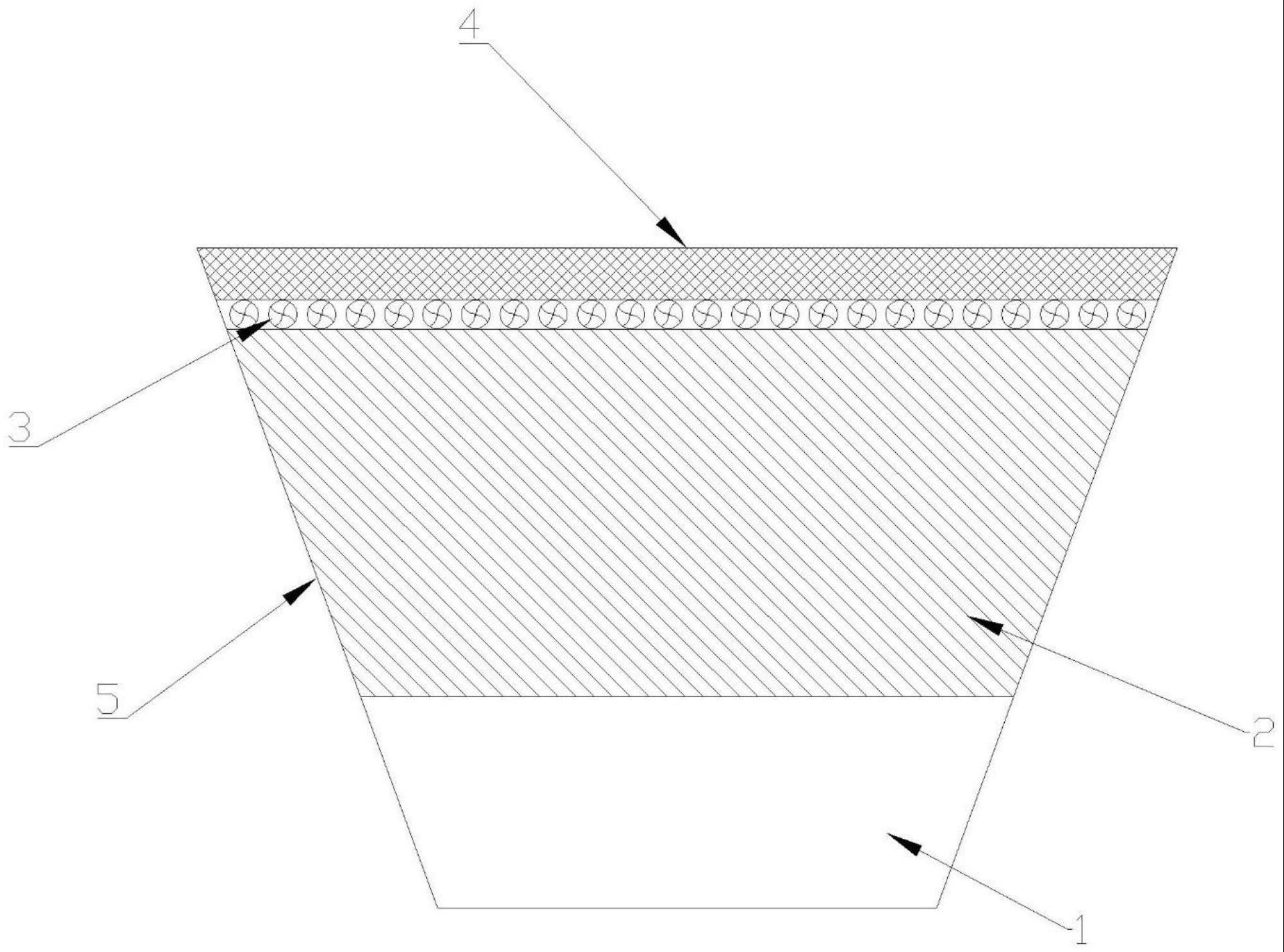
2、为实现上述目的,本发明提供了一种农业机械用v带齿形加工方法,其步骤为:(1)将v带齿底部朝上安装在传动机构上,v带在电机驱动下张紧并旋转;
3、(2)根据v带截面的形状,设置x轴、y轴、z轴的进刀坐标参数和刀头初始位置坐标参数,其中x轴为前后方向,y轴为高度方向,z轴为左右方向,切刀根据设定的刀头初始位置坐标参数移动定位到切削位置,切刀的刀头位于设定的刀头初始位置处;
4、(3)切刀在驱动电机带动下转动,切刀转速≥1500rpm,切刀旋转方向与v带转动方向相反;
5、(4)切刀根据设定的x轴、y轴、z轴的进刀坐标参数,从v带齿底部向齿顶部切割,一次进刀切割形成v带梯形齿的一个工作面,切刀刀头回到初始位置,然后根据设定的x轴、y轴、z轴的进刀坐标参数,切刀在前述v带梯形齿的工作面对称位置处,从v带齿底部向齿顶部切割,一次进刀切割形成v带梯形齿的另一个工作面,将v带的齿从矩形切割形成梯形结构,切刀复位。
6、优选地,技术方案中,调整切刀x轴、y轴进刀坐标,从而调整切刀的切割深度,改变v带厚度,切割深度的调整范围为0mm-7.6mm,v带厚度的调整范围为8mm-38mm。
7、优选地,技术方案中,v带厚度改变后,v带在带轮中的落槽深度改变,进而v带的长度发生变化,v带长度调整范围为0mm至47.7mm。
8、优选地,技术方案中,调整切刀y轴、z轴进刀坐标调,从而调整切刀的切削宽度,改变v带的宽度,v带宽度的调整范围为9.5mm-76.2mm。
9、优选地,技术方案中,调整切刀的切削角度改变v带梯形齿工作面的斜度,切刀的切削角度调整范围为24°-42°。
10、优选地,技术方案中,在步骤(4)切刀进行切割过程中,通过喷头喷淋雾化水汽对切刀进行冷却。
11、与现有技术相比,本发明具有如下有益效果:
12、采用切刀一次进刀切削加工代替砂轮磨削工艺,不会产生粉尘、烟气,无燃烧隐患,不会使v带表面温度过高而老化。切削过程切刀与带体点接触,无需大功率电机及频繁更换所需角度磨轮,降低了能耗。通过设定x轴、y轴、z轴的进刀坐标参数,可以方便加工不同型号的v带齿形。
技术特征:
1.一种农业机械用v带齿形加工方法,其步骤为:(1)将v带齿底部朝上安装在传动机构上,v带在电机驱动下张紧并旋转;
2.根据权利要求1所述的农业机械用v带齿形加工方法,其特征在于:调整切刀x轴、y轴进刀坐标,从而调整切刀的切割深度,改变v带厚度,切割深度的调整范围为0mm-7.6mm,v带厚度的调整范围为8mm-38mm。
3.根据权利要求2所述的农业机械用v带齿形加工方法,其特征在于:v带厚度改变后,v带在带轮中的落槽深度改变,进而v带的长度发生变化,v带长度调整范围为0mm至47.7mm。
4.根据权利要求1所述的农业机械用v带齿形加工方法,其特征在于:调整切刀y轴、z轴进刀坐标调,从而调整切刀的切削宽度,改变v带的宽度,v带宽度的调整范围为9.5mm-76.2mm。
5.根据权利要求1所述的农业机械用v带齿形加工方法,其特征在于:调整切刀的切削角度改变v带梯形齿工作面的斜度,切刀的切削角度调整范围为24°-42°。
6.根据权利要求1所述的农业机械用v带齿形加工方法,其特征在于:在步骤(4)切刀进行切割过程中,通过喷头喷淋雾化水汽对切刀进行冷却。
技术总结
本发明公开了一种农业机械用V带齿形加工方法。将V带齿底部朝上安装在传动机构上,V带在电机驱动下张紧并旋转;根据V带截面的形状,设置X轴、Y轴、Z轴的进刀坐标参数和刀头初始位置坐标参数,切刀根据设定的刀头初始位置坐标参数移动定位到切削位置,切刀的刀头位于设定的刀头初始位置处;切刀转速≥1500rpm;切刀根据设定的X轴、Y轴、Z轴的进刀坐标参数,从V带齿底部向齿顶部切割,一次进刀切割形成V带梯形齿的一个工作面,切刀刀头回到初始位置,然后一次进刀切割形成V带梯形齿的另一个工作面,将V带的齿从矩形切割形成梯形结构,切刀复位。本发明不会产生粉尘、烟气,不会使V带表面温度过高而老化,降低了能耗。
技术研发人员:陈海,朱国有
受保护的技术使用者:无锡市贝尔特胶带有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!