一种Y字形挤出口模的制作方法
本发明涉及橡胶模具领域,尤其涉及一种y字形挤出口模。
背景技术:
1、目前直径在30mm以内的,任何形状的口模基本不存在切下的胶料厚薄不均匀及变形的情况,也不会影响产品质量;但30mm以上的口模,为了保证胶料流动均匀,常见采用“米”字形、“十”字形等对称造型,但是由于口模直径大,切刀在开始接触胶料到切完的时间段中胶料持续挤出,导致最先切到的地方比最后切到的地方胶料薄很多,特别是直径在100mm以上的口模,这种现象更加明显,导致分切的胶料不均匀及存在变形,废品率高。
技术实现思路
1、基于上述问题,本发明的目的在于提供一种y字形挤出口模,解决预成型胶料不均匀、易变形的问题,保证成品质量。
2、为达上述目的,本发明采用以下技术方案:
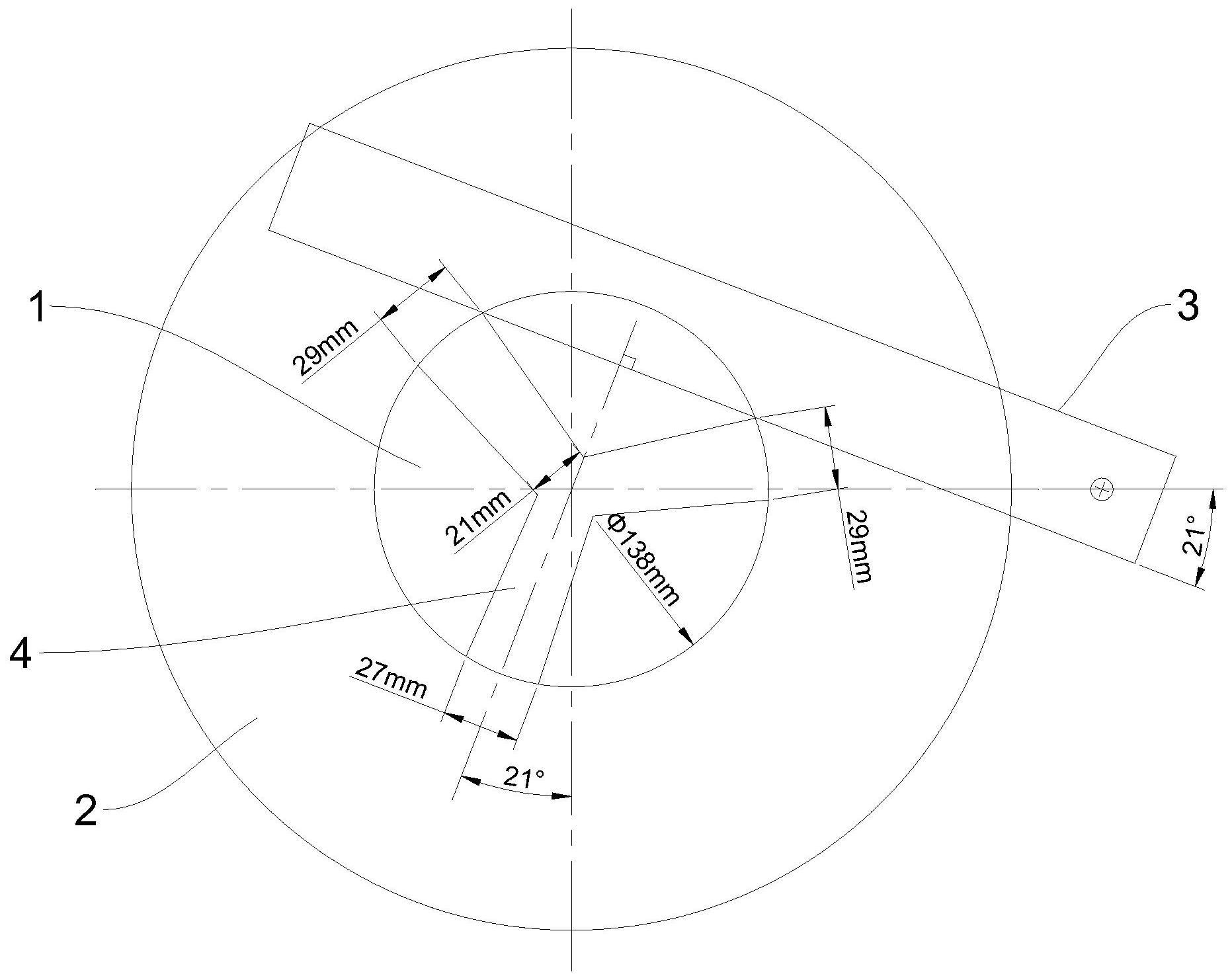
3、一种y字形挤出口模,设置于挤出机机头上,挤出机机头上还设置有旋转切刀,旋转切刀贴靠挤出口模的端面,并对挤出口模挤出的胶料进行切削动作,其中,挤出口模上成型有“y”字形的出料口,出料口包括三个分料道,每个分料道的根部交汇,且以其中一个分料道的中心线作为出料口形状的对称轴,旋转切刀率先触碰到其中一个分料道的胶料或率先同时触碰到其中两个分料道的胶料时,旋转切刀与对称轴垂直,且先切到的分料道的头部口宽尺寸大于后切到的分料道的头部口宽尺寸。
4、可选地,后切到的分料道的头部口宽尺寸为先切到的分料道的头部口宽尺寸的85%~95%。
5、可选地,旋转切刀的转动中心位于挤出口模的中心水平线上,且旋转切刀开始触碰到胶料时,旋转切刀与中心水平线的夹角等于对称轴与挤出口模的中心竖直线的夹角。
6、综上,本发明的有益效果为,与现有技术相比,所述y字形挤出口模设计了独特的y字形结构,调整先切区域与后切区域的出料口尺寸,并使口模的对称轴正对切刀设计,从而减小先后切料导致的胶料厚度差异,提高预成型胶料的均匀性,降低产品废品率。
技术特征:
1.一种y字形挤出口模,设置于挤出机机头(2)上,所述挤出机机头(2)上还设置有旋转切刀(3),所述旋转切刀(3)贴靠所述挤出口模(1)的端面,并对所述挤出口模(1)挤出的胶料进行切削动作,其特征在于,所述挤出口模(1)上成型有“y”字形的出料口(4),所述出料口(4)包括三个分料道,每个所述分料道的根部交汇,且以其中一个分料道的中心线作为所述出料口(4)形状的对称轴,所述旋转切刀(3)率先触碰到其中一个分料道的胶料或率先同时触碰到其中两个分料道的胶料时,所述旋转切刀(3)与所述对称轴垂直,且先切到的所述分料道的头部口宽尺寸大于后切到的所述分料道的头部口宽尺寸。
2.根据权利要求1所述的y字形挤出口模,其特征在于,后切到的所述分料道的头部口宽尺寸为先切到的所述分料道的头部口宽尺寸的85%~95%。
3.根据权利要求1所述的y字形挤出口模,其特征在于,所述旋转切刀(3)的转动中心位于所述挤出口模(1)的中心水平线上,且所述旋转切刀(3)开始触碰到胶料时,所述旋转切刀(3)与所述中心水平线的夹角等于所述对称轴与所述挤出口模(1)的中心竖直线的夹角。
技术总结
本发明涉及橡胶模具领域,尤其涉及一种Y字形挤出口模,设置于挤出机机头上,挤出机机头上还设置有旋转切刀,旋转切刀贴靠挤出口模的端面,并对挤出口模挤出的胶料进行切削动作,其中,挤出口模上成型有“Y”字形的出料口,出料口包括三个分料道,每个分料道的根部交汇,且以其中一个分料道的中心线作为出料口形状的对称轴,旋转切刀率先触碰到其中一个分料道的胶料或率先同时触碰到其中两个分料道的胶料时,旋转切刀与对称轴垂直,且先切到的分料道的头部口宽尺寸大于后切到的分料道的头部口宽尺寸。上述Y字形挤出口模减小了先后切料导致的胶料厚度差异,提高了预成型胶料的均匀性,降低了产品废品率。
技术研发人员:尤晓峰,黎世军
受保护的技术使用者:无锡市万丰橡胶有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!