航空发动机高压压气机转子多元化装配装置及装配方法与流程
本发明属于航空发动机高压压气机转子装配,尤其涉及航空发动机核心机部件装配工装、设备和装配方法。
背景技术:
1、航空发动机高压压气机转子为航空发动机核心机部件装配中最为复杂的部件,工艺流程复杂,不止是装配,还交织着各种组合后车、铣、磨加工工序,所以转子必然会经历反复转运、夹具的拆装,这样不仅增加了高压压气机转子磕碰伤、碰划伤的质量风险,还大大降低了高压压气机转子的装配效率。
2、目前,航空发动机高压压气机转子装配前鼓筒、三级盘、一至九级叶片装配、一至三级盘榫槽涂密封胶、磨叶尖前装配夹具、车篦齿前装配、涂敷硬质合金前装配、终装四至九级叶片、锁紧销装配等工序需要来回运转高压转子,移动都是反复吊装在高压压气机转子转运车上,反复拆装需要人员多、时间久、碰划伤风险高,大大延长了高压压气机转子装配周期。且由于高压转子为转动体、在装配叶片以及涂胶以及锁紧销的装配过程中需要工人来回移动,且固定工装仅为木墩子,安全风险系数高。
3、高压压气机转子形状复杂,叶片装配数量多,反复吊装风险高,所以传统装配平台以及工装不仅搭建组合费时费力,而且安全风险高,装配效率低,装配连续性不高,产品质量一致性低。
技术实现思路
1、针对传统装配工装、路线带来的诸多问题,本发明旨在设计一种用于航空发动机高压压气机转子多元化装配装置及装配方法,装配装置具备运输以及其它多种功能,以实现各工序装配便利,达到装配质量可靠、运输方便、吊装便捷和提高装配效率的目的。
2、为了实现上述目的,本发明采用了以下技术方案:
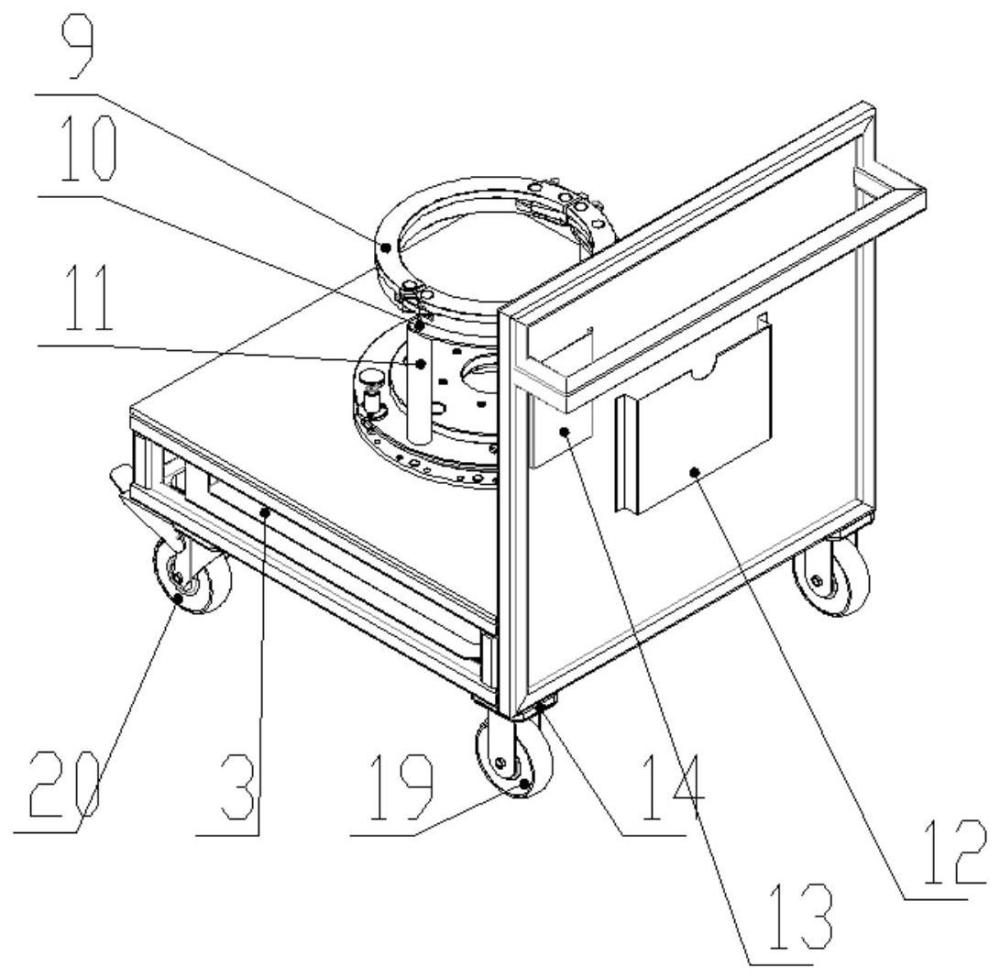
3、航空发动机高压压气机转子多元化装配装置,包括,
4、车底架,所述车底架的下端安装有滚轮;
5、车底板,所述车底板固定连接在车底架上端,且车底板下端与车底架上端之间形成一个镂空的操作区域;
6、转盘,所述转盘通过推力球轴承转动连接在车底板上;
7、卡箍,所述卡箍设置在转盘上方且与转盘同步转动。
8、进一步,所述滚轮包括一对定轮和一对动轮,所述定轮相对车底架无转动或平移,仅绕自身转轴转动,所述动轮绕自身转轴转动的同时还能相对车底架转动,从而实现车底架的转向。
9、进一步,所述车底板上设置有轴承座,所述推力球轴承装配在轴承座中,且推力球轴承的轴圈与轴承套配合,轴承套上端安装有配重块,所述转盘固定在配重块上。
10、进一步,所述配重块上且位于转盘外侧设置有支柱,支柱的上端与支承板相连,所述卡箍的一部分固定在支承板上。
11、进一步,所述配重块上还设置有手拉定位器,手拉定位器包括一根上、下移动的锁紧销,所述车底板上开有销孔,且销孔位于锁紧销上、下移动的路径上。
12、进一步,所述卡箍与航空发动机高压压气机转子接触的表面覆盖有柔性材料层。
13、进一步,所述车底板上还连接有背板,背板上设置有车把手、收纳盒。
14、进一步,所述镂空的操作区域中放置有接油盒。
15、一种航空发动机高压压气机转子装配方法,采用前述的多元化装配装置,且包括:
16、安装高压压气机转子,首先把卡箍打开,将高压压气机转子吊装到转盘上,高压压气机鼓筒轴小端朝下与转盘接触,安装到位后再将卡箍锁上,卡箍卡在鼓筒轴中部台阶处;
17、保持高压压气机转子的鼓筒轴处于固定状态,实施第三级高压压气机盘组件的装配、前鼓筒组件的装配、三级盘榫槽涂密封胶、一二级榫槽涂密封胶、装配叶片、叶片去毛刺和修磨锁紧销;
18、通过转盘带动高压压气机转子处于旋转状态,实施包括一二三级叶片榫槽的涂胶、四至九级叶片选配装配、磨完叶尖后的毛刺去除和锁紧销的修磨安装;
19、在车底板与车底架之间的镂空的操作区域内实施转子车篦齿前装配夹具、涂硬质合金前装配夹具和车磨叶片前装配夹具。
20、航空发动机高压压气机转子装配方法还包括,不拆卸已经安装在多元化装配装置上的高压压气机转子,将二者一同送入干燥设备进行高压压气机转子的烘干处理。
21、现有装配方法中采用木墩子、转运车、吊索具等组合完成高压压气机的装配工作,需要来回吊装、多人配合操作,装配风险高,质量得不到有效保证,装配效率还低。
22、与现有技术相比,本发明的装配装置及装配方法能有以下特点:
23、①、多元化装配,实现多工序装配一体化功能;
24、②、实现高压压气机转子径向固定、沿轴心旋转功能;
25、③、实现高压压气机转子卧转加工夹具立式的一体装夹功能;
26、④、实现高压压气机转子运输装配一体化;
27、⑤、转子叶片、锁紧销装配,榫槽密封胶可以定点进行;
28、⑥、相较于传统装配方式安全系数大大提升;
29、⑦、减少各工序间吊装、转运次数;
30、⑧、高压压气机转子装配效率大幅提升。
技术特征:
1.航空发动机高压压气机转子多元化装配装置,其特征在于:包括,车底架(1),所述车底架(1)的下端安装有滚轮;
2.根据权利要求1所述的航空发动机高压压气机转子多元化装配装置,其特征在于:所述滚轮包括一对定轮(19)和一对动轮(20),所述定轮(19)相对车底架(1)无转动或平移,仅绕自身转轴转动,所述动轮(20)绕自身转轴转动的同时还能相对车底架(1)转动,从而实现车底架(1)的转向。
3.根据权利要求1所述的航空发动机高压压气机转子多元化装配装置,其特征在于:所述车底板(4)上设置有轴承座(5),所述推力球轴承(16)装配在轴承座(5)中,且推力球轴承(16)的轴圈与轴承套(6)配合,轴承套(6)上端安装有配重块(8),所述转盘(7)固定在配重块(8)上。
4.根据权利要求3所述的航空发动机高压压气机转子多元化装配装置,其特征在于:所述配重块(8)上且位于转盘(7)外侧设置有支柱(11),支柱(11)的上端与支承板(10)相连,所述卡箍(9)的一部分固定在支承板(10)上。
5.根据权利要求3所述的航空发动机高压压气机转子多元化装配装置,其特征在于:所述配重块(8)上还设置有手拉定位器(21),手拉定位器(21)包括一根上、下移动的锁紧销,所述车底板(4)上开有销孔,且销孔位于锁紧销上、下移动的路径上。
6.根据权利要求1所述的航空发动机高压压气机转子多元化装配装置,其特征在于:所述卡箍(9)与航空发动机高压压气机转子接触的表面覆盖有柔性材料层。
7.根据权利要求1所述的航空发动机高压压气机转子多元化装配装置,其特征在于:所述车底板(4)上还连接有背板(2),背板(2)上设置有车把手(15)、收纳盒。
8.根据权利要求1所述的航空发动机高压压气机转子多元化装配装置,其特征在于:所述镂空的操作区域中放置有接油盒(3)。
9.一种航空发动机高压压气机转子装配方法,其特征在于:采用权利要求1所述的多元化装配装置,且包括:
10.根据权利要求9所述的航空发动机高压压气机转子装配方法,其特征在于:还包括,不拆卸已经安装在多元化装配装置上的高压压气机转子,将二者一同送入干燥设备进行高压压气机转子的烘干处理。
技术总结
本发明公开了一种航空发动机高压压气机转子多元化装配装置及装配方法,装配装置包括车底架、车底板、转盘和卡箍,车底架的下端安装有滚轮,车底板固定连接在车底架上端,且车底板下端与车底架上端之间形成一个镂空的操作区域,转盘通过推力球轴承转动连接在车底板上,卡箍设置在转盘上方且与转盘同步转动。本发明的装配装置具备运输以及其它多种功能,采用该装置进行装配时实现了各工序装配便利的目的,达到了装配质量可靠、运输方便、吊装便捷和提高装配效率的预期。
技术研发人员:令狐荣波,邓针,周腾,郭敏,石忠祥,祝帅
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!