电池板栅自动化装夹装置的制作方法
本发明涉及一种电池板栅自动化装夹装置,通过推杆系统将网栅物料固定夹紧,达到网栅物料精准定位、夹紧的目的,属于夹具,尤其涉及一种电池板栅自动化装夹装置。
背景技术:
1、蓄电池作为一种安全可靠、价格低廉、原材料丰富和回收再生利用率高等优点的化学“电源”,在越来越多的行业重被广泛应用。电池板栅作为蓄电池的关键部件,在能量转化中取到举足轻重的而地位,因此一种高效的电池板栅自动化生产设备一直是行业内研发的重点。目前行业内常见的板栅装夹装置,采用的是人工上料的方式,再通过木锤敲打进入板栅的模具中。这种方式对板栅原材料破坏率较高,且效率低下。特别是对于结构复杂,型材中间嵌套其它芯材的电池板栅,它对板栅外表面精度和尺寸精度要求较高。因此,人工锤压的方式已不能满足板栅安装高精度的要求。
2、鉴于这种情况,很有必要设计一种结构简单、装夹精度高、便于流转的自动化板栅装夹装置。
技术实现思路
1、本发明的发明目的为解决现有技术中的装夹机构结构复杂,装夹机构对板栅外表面精度和尺寸精度不能满足需要,而提供了一种电池板栅自动化装夹装置。
2、为了完成本发明的发明目的,本发明采用以下技术方案:
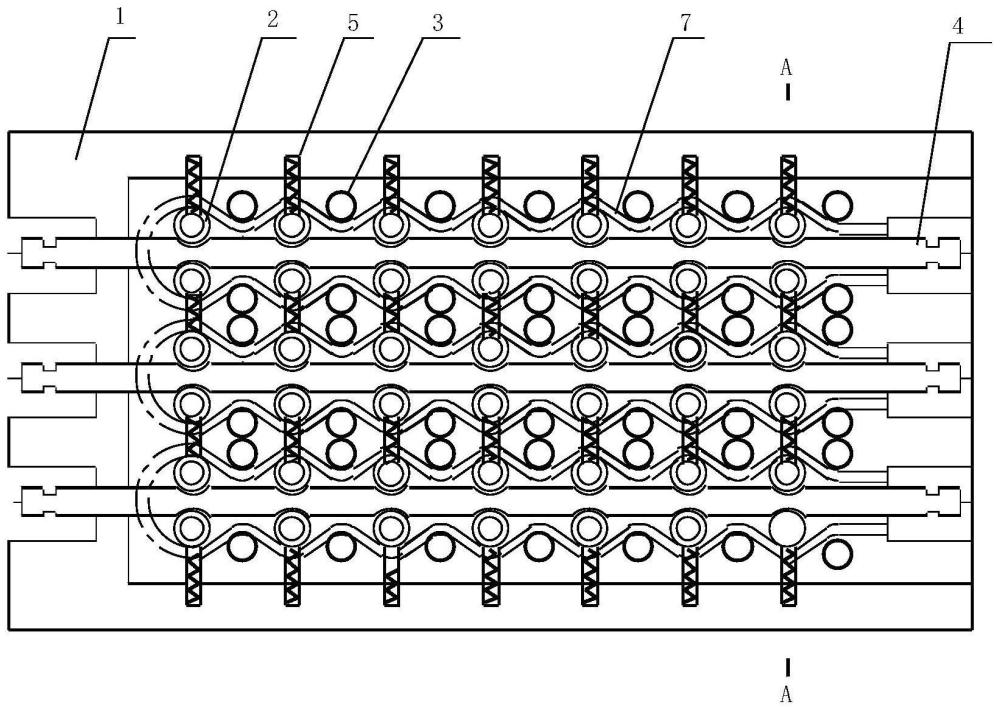
3、本发明的一种电池板栅自动化装夹装置,它包括:模具托盘、浮动销轴、固定销轴、活动推杆、弹簧、垫片和卡圈,模具托盘是矩形,电池板栅被夹在模具托盘正面,在模具托盘背面沿着其长度方向开有若干个平行的推杆槽,在沿着每个推杆槽长度方向的上下两侧分别开有与其垂直的若干个浮动销轴通槽,在上述浮动销轴通槽的上、下分别开有与其垂直的一弹簧槽,弹簧槽与浮动销轴通槽相通,其中:活动推杆装在横跨模具托盘长度的推杆槽内,在推杆槽上、下的浮动销轴通槽内分别装有一个浮动销轴,浮动销轴的两端分别穿过模具托盘正面和模具托盘背面,在模具托盘背面的同一活动推杆上、下的两个浮动销轴之间装有一垫片,卡圈卡在朝向模具托盘背面的浮动销轴端部,将浮动销轴进行轴向固定,在每个浮动销轴通槽上装有一弹簧,弹簧顶住浮动销轴,使得浮动销轴顶住活动推杆,固定销轴装在沿着每根活动推杆长度方向的相邻两个浮动销轴之间的模具托盘正面上,活动推杆横截面的直径是不同的,从一端推动活动推杆,同一活动推杆上、下的两个浮动销轴之间距离增大或缩小,电池板栅套装在模具托盘正面的同一活动推杆上、下的若干个两个相对浮动销轴和若干个相对固定销轴之间。
4、本发明的一种电池板栅自动化装夹装置,其中:在靠近所述浮动销轴一端上有一凹槽,卡圈套在上述凹槽上,卡圈为带缺口的弹簧圆环;浮动销轴另一端为锥形头。
5、本发明的一种电池板栅自动化装夹装置,其中:所述推杆槽为盲槽;弹簧槽为盲槽。
6、本发明的一种电池板栅自动化装夹装置,其中:在相邻的活动推杆之间只有一个弹簧槽,该弹簧槽与上下的两个浮动销轴通槽相通,在该弹簧槽上装有弹簧,该弹簧分别顶住相邻活动推杆的相应的两个浮动销轴。
7、本发明的一种电池板栅自动化装夹装置,其中:沿着活动推杆的长度方向,在与其接触的浮动销轴处,活动推杆的直径是渐变的,推动活动推杆,同一活动推杆上下的两个浮动销轴张开或缩回。
技术特征:
1.一种电池板栅自动化装夹装置,它包括:模具托盘(1)、浮动销轴(2)、固定销轴(3)、活动推杆(4)、弹簧(5)、垫片(6)和卡圈(8),模具托盘(1)是矩形,电池板栅(7)被夹在模具托盘正面(12),在模具托盘背面(13)沿着其长度方向开有若干个平行的推杆槽(10),在沿着每个推杆槽(10)长度方向的上下两侧分别开有与其垂直的若干个浮动销轴通槽(11),在上述浮动销轴通槽(11)的上、下分别开有与其垂直的一弹簧槽(9),弹簧槽(9)与浮动销轴通槽(11)相通,其特征在于:活动推杆(4)装在横跨模具托盘(1)长度的推杆槽(10)内,在推杆槽(10)上、下的浮动销轴通槽(11)内分别装有一个浮动销轴(2),浮动销轴(2)的两端分别穿过模具托盘正面(12)和模具托盘背面(13),在模具托盘背面(13)的同一活动推杆(4)上、下的两个浮动销轴(2)之间装有一垫片(6),卡圈(8)卡在朝向模具托盘背面(13)的浮动销轴(2)端部,将浮动销轴(2)进行轴向固定,在每个浮动销轴通槽(11)上装有一弹簧(5),弹簧(5)顶住浮动销轴(2),使得浮动销轴(2)顶住活动推杆(4),固定销轴(3)装在沿着每根活动推杆(4)长度方向的相邻两个浮动销轴(2)之间的模具托盘正面(12)上,活动推杆(4)横截面的直径是不同的,从一端推动活动推杆(4),同一活动推杆(4)上、下的两个浮动销轴(2)之间距离增大或缩小,电池板栅(7)套装在模具托盘正面(12)的同一活动推杆(4)上、下的若干个两个相对浮动销轴(2)和若干个相对固定销轴(3)之间。
2.如权利要求1所述的电池板栅自动化装夹装置,其特征在于:在靠近所述浮动销轴(2)一端上有一凹槽(14),卡圈(8)套在上述凹槽(14)上,卡圈(8)为带缺口的弹簧圆环;浮动销轴(2)另一端为锥形头。
3.如权利要求2所述的电池板栅自动化装夹装置,其特征在于:所述推杆槽(10)为盲槽;弹簧槽(9)为盲槽。
4.如权利要求3所述的电池板栅自动化装夹装置,其特征在于:在相邻的活动推杆(4)之间只有一个弹簧槽(9),该弹簧槽(9)与上下的两个浮动销轴通槽(11)相通,在该弹簧槽(9)上装有弹簧(5),该弹簧(5)分别顶住相邻活动推杆(4)的相应的两个浮动销轴(2)。
5.如权利要求4所述的电池板栅自动化装夹装置,其特征在于:沿着活动推杆(4)的长度方向,在与其接触的浮动销轴(2)处,活动推杆(4)的直径是渐变的,推动活动推杆(4),同一活动推杆(4)上下的两个浮动销轴(2)张开或缩回。
技术总结
本发明电池板栅自动化装夹装置包括:模具托盘、浮动销轴、固定销轴、活动推杆、弹簧、垫片和卡圈,模具托盘是矩形,在模具托盘背面沿着其长度方向开有若干个平行的推杆槽,在沿着每个推杆槽长度方向的上下两侧分别开有与其垂直的若干个浮动销轴通槽,在上述浮动销轴通槽的上、下分别开有与其垂直的一弹簧槽,活动推杆装在横跨模具托盘长度的推杆槽内,在推杆槽上、下的浮动销轴通槽内分别装有一个浮动销轴,在模具托盘背面的同一活动推杆上、下的两个浮动销轴之间装有一垫片,卡圈将浮动销轴进行轴向固定,在每个浮动销轴通槽上装有一弹簧,弹簧顶住浮动销轴,固定销轴装在沿着每根活动推杆长度方向的相邻两个浮动销轴之间的模具托盘正面上。
技术研发人员:殷少云,李亚林,李子能,李元勇,李耀宗,王志明,王维,范佩国,李旭峰
受保护的技术使用者:昆船智能技术股份有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!