一种螺纹起始点定位工具及定位方法与流程
本发明涉及定位工具的,特别是涉及一种螺纹起始点定位工具及定位方法。
背景技术:
1、调速器装配过程中头盖及调整蜗杆螺母通过螺纹装配连接在一起,并用锁紧钉通过调整蜗杆螺母外六方凹陷圆弧与头盖上锁紧孔连接,以防止调整蜗杆螺母发生转动。由于头盖空间受限,该处仅能容纳一处锁紧孔位置,在数控设备未普及时,零件长度尺寸在公差范围内分散,装配过程中能够通过调换,使调整螺母外六方凹陷圆弧与头盖锁紧孔相对应并完成装配。随着数控设备普及,同批零件尺寸加工一致性非常高,此时在装配时暴露出螺母凹陷圆弧与头盖锁紧孔无法对正的现象,并且同批零件往往无法调换解决,只能通过对零件长度尺寸进行修整加工再次装配,延误了生产交付时间。
2、现有螺纹起始点检查方法,都是针对存在多处锁紧孔的方法,上述的头盖只存在一处锁紧孔,相对常规方法对螺纹起始点控制更加严格。头盖上螺纹孔端面加工时,由专用工装固定,并用对刀块来测量端面的距离5±0.08mm,螺纹孔螺距1.5mm,此时锁紧孔与螺纹孔起始点可以38.4°范围内移动;调整螺母外六方凹陷圆弧60°均匀分布,定位端面到螺纹端面长度9-0.2-0.4mm,与自身螺纹起始点并无关联要求。因此出现加工零件合格,但在装配时无法对正的现象。难点在需要对测量工具螺纹起始点(锁定点)精确定位,由于加工时入刀处成尖边并在去除头扣螺纹毛刺后不易找正,通常加工完成后需要通过修配来保证起始点(弧形缺口与锁紧孔)相吻合,导致制造难度增大。为实现该类产品的互换使用,亟需一种新型的螺纹起始点定位工具。
技术实现思路
1、本发明的目的是提供一种螺纹起始点定位工具及定位方法,以解决上述现有技术存在的问题,使螺纹起始点的定位难度降低,同时保证装配需求。
2、为实现上述目的,本发明提供了如下方案:
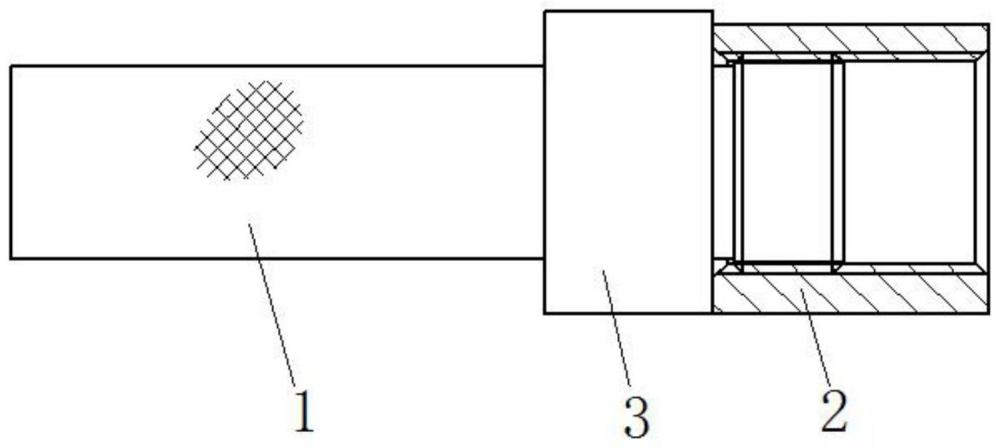
3、本发明提供了一种螺纹起始点定位工具,包括外螺纹芯轴和内螺纹套,所述外螺纹芯轴的中部设置有一轴肩,所述外螺纹芯轴的一端设置有外螺纹且用于与头盖的内螺纹旋合匹配、另一端为光轴,所述内螺纹套位于所述轴肩的一侧,所述内螺纹套用于与调整螺母下端的外螺纹旋合匹配,所述内螺纹套的圆周位置上设置有一弧形缺口,所述弧形缺口的位置与所述调整螺母的外端盖上的弧形缺口及所述头盖的锁定孔位置相匹配。
4、优选的,所述轴肩与旋合后的所述内螺纹套的同一圆周位置上设置有一弧形缺口。
5、优选的,所述内螺纹套的长度至少大于所述外螺纹芯轴的端部螺纹长度的一半。
6、优选的,所述外螺纹芯轴与所述内螺纹套的材质均包括不锈钢、碳钢。
7、本发明还涉及一种螺纹起始点定位方法,基于上述的螺纹起始点定位工具,根据所述头盖上的锁定孔位置,采用所述外螺纹芯轴与所述头盖、所述调整螺母与所述内螺纹套进行模拟装配,依次确定所述外螺纹芯轴的轴肩和所述内螺纹套上弧形缺口的位置,并通过数控加工出所述轴肩和所述内螺纹套的上弧形缺口,控制加工的头盖与调整螺母相匹配的螺纹孔与相互贴合端面保证垂直。
8、优选的,先通过数控加工出首件定位工具,所述首件定位工具需要确定所述头盖的螺纹端面到定位基准的长度以及刀具与工装的旋向,并以所述首件定位工具的弧形缺口位置确定所述调整螺母的弧形缺口位置,进而保证所述调整螺母每次加工时螺纹的锁定点一致。
9、优选的,在头盖的内螺纹及所述锁定孔加工完成后,用所述外螺纹芯轴进行旋合,并在所述外螺纹芯轴的轴肩上画出与所述锁定孔位置相同的弧形缺口的标识,并在所述轴肩上加工出所述弧形缺口。
10、优选的,从所述头盖上拆下所述外螺纹芯轴,并让所述外螺纹芯轴的螺纹端与所述内螺纹套进行旋合,在所述外螺纹芯轴的弧形缺口的位置画出所述内螺纹套的弧形缺口,并加工出所述内螺纹套上的弧形缺口,即确定了所述内螺纹套的锁定点位置。
11、优选的,加工所述调整螺母时,将所述内螺纹套从所述外螺纹芯轴的螺纹端拆下,通过将所述调整螺母与加工了弧形缺口的所述内螺纹套旋合,并在所述内螺纹套的弧形缺口位置画出所述调整螺母上的一处弧形缺口的位置,同时在所述调整螺母的原有夹持工装上画出弧形缺口位置,并在所述调整螺母上加工出弧形缺口,便能保证所述调整螺母与所述头盖装配后的锁定点位置一致。
12、优选的,在所述调整螺母的原有夹持工装上画出六个均布的弧形缺口标记,并以此确定所述调整螺母的的外六边形尺寸,同时加工出外六边形和六个相对的弧形缺口。
13、本发明相对于现有技术取得了以下技术效果:
14、本发明的螺纹起始点定位工具结构简单易制造,装配后效果良好,对于带有螺纹起始点定位功能的零件均可借鉴制造,使用此定位工具按此定位方法能够在不增加加工难度的前提下,有效解决了因空间受限、锁紧孔数量唯一出现装配困难的问题。
技术特征:
1.一种螺纹起始点定位工具,其特征在于:包括外螺纹芯轴和内螺纹套,所述外螺纹芯轴的中部设置有一轴肩,所述外螺纹芯轴的一端设置有外螺纹且用于与头盖的内螺纹旋合匹配、另一端为光轴,所述内螺纹套位于所述轴肩的一侧,所述内螺纹套用于与调整螺母下端的外螺纹旋合匹配,所述内螺纹套的圆周位置上设置有一弧形缺口,所述弧形缺口的位置与所述调整螺母的外端盖上的弧形缺口及所述头盖的锁定孔位置相匹配。
2.根据权利要求1所述的螺纹起始点定位工具,其特征在于:所述轴肩与旋合后的所述内螺纹套的同一圆周位置上设置有一弧形缺口。
3.根据权利要求1所述的螺纹起始点定位工具,其特征在于:所述内螺纹套的长度至少大于所述外螺纹芯轴的端部螺纹长度的一半。
4.根据权利要求1所述的螺纹起始点定位工具,其特征在于:所述外螺纹芯轴与所述内螺纹套的材质均包括不锈钢、碳钢。
5.一种螺纹起始点定位方法,基于权利要求1-4中任意一项所述的螺纹起始点定位工具,其特征在于:根据所述头盖上的锁定孔位置,采用所述外螺纹芯轴与所述头盖、所述调整螺母与所述内螺纹套进行模拟装配,依次确定所述外螺纹芯轴的轴肩和所述内螺纹套上弧形缺口的位置,并通过数控加工出所述轴肩和所述内螺纹套的上弧形缺口,控制加工的头盖与调整螺母相匹配的螺纹孔与相互贴合端面保证垂直。
6.根据权利要求5所述的螺纹起始点定位方法,其特征在于:先通过数控加工出首件定位工具,所述首件定位工具需要确定所述头盖的螺纹端面到定位基准的长度以及刀具与工装的旋向,并以所述首件定位工具的弧形缺口位置确定所述调整螺母的弧形缺口位置,进而保证所述调整螺母每次加工时螺纹的锁定点一致。
7.根据权利要求6所述的螺纹起始点定位方法,其特征在于:在头盖的内螺纹及所述锁定孔加工完成后,用所述外螺纹芯轴进行旋合,并在所述外螺纹芯轴的轴肩上画出与所述锁定孔位置相同的弧形缺口的标识,并在所述轴肩上加工出所述弧形缺口。
8.根据权利要求7所述的螺纹起始点定位方法,其特征在于:从所述头盖上拆下所述外螺纹芯轴,并让所述外螺纹芯轴的螺纹端与所述内螺纹套进行旋合,在所述外螺纹芯轴的弧形缺口的位置画出所述内螺纹套的弧形缺口,并加工出所述内螺纹套上的弧形缺口,即确定了所述内螺纹套的锁定点位置。
9.根据权利要求8所述的螺纹起始点定位方法,其特征在于:加工所述调整螺母时,将所述内螺纹套从所述外螺纹芯轴的螺纹端拆下,通过将所述调整螺母与加工了弧形缺口的所述内螺纹套旋合,并在所述内螺纹套的弧形缺口位置画出所述调整螺母上的一处弧形缺口的位置,同时在所述调整螺母的原有夹持工装上画出弧形缺口位置,并在所述调整螺母上加工出弧形缺口,便能保证所述调整螺母与所述头盖装配后的锁定点位置一致。
10.根据权利要求9所述的螺纹起始点定位方法,其特征在于:在所述调整螺母的原有夹持工装上画出六个均布的弧形缺口标记,并以此确定所述调整螺母的的外六边形尺寸,同时加工出外六边形和六个相对的弧形缺口。
技术总结
本发明公开了一种螺纹起始点定位工具及定位方法,包括外螺纹芯轴和内螺纹套,外螺纹芯轴的中部设置有一轴肩,外螺纹芯轴的一端设置有外螺纹且用于与头盖的内螺纹旋合匹配、另一端为光轴,内螺纹套位于轴肩的一侧,内螺纹套用于与调整螺母下端的外螺纹旋合匹配,内螺纹套的圆周位置上设置有一弧形缺口,弧形缺口的位置与调整螺母的外端盖上的弧形缺口及头盖的锁定孔位置相匹配。本发明的螺纹起始点定位工具结构简单易制造,装配后效果良好,对于带有螺纹起始点定位功能的零件均可借鉴制造,使用此定位工具按此定位方法能够在不增加加工难度的前提下,有效解决了因空间受限、锁紧孔数量唯一出现装配困难的问题。
技术研发人员:鲁军,姜翠翠,郭伟,何洁
受保护的技术使用者:惠阳航空螺旋桨有限责任公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!