自动压装硅胶吸嘴夹具的制作方法
本技术涉及自动压装设备,特别是涉及一种自动压装硅胶吸嘴夹具。
背景技术:
1、在现有的水杯产品中包括一种保温杯,保温杯一般由陶瓷或不锈钢加上真空曾可做成的盛水的容器,其顶部有盖、密封严实,真空绝热层能使收容于保温杯内部的水等液体延缓散热,从而达到保温的目的。为了保证保温杯在多种实用状况中的保温性能,杯盖的密封性显得尤为重要。在现有的保温杯中,杯盖一般包括底盖和吸嘴,吸嘴一般通过压装的方式过盈配合至底盖对应的安装位点,从而使得吸嘴与底盖之间紧密连接。
2、然而,在目前的杯盖压装生产过程中,一般通过人工的方式将吸嘴压装至底盖,这种加工方式在实际的生产流水线上需要一位作业人员人手将硅胶吸嘴压装到底盖内,继而由另一位作业人员对硅胶吸嘴进行调整对位,由此造成杯盖的生产效率大大降低,同时提高了企业的人工成本。
技术实现思路
1、基于此,有必要针对现有的硅胶吸嘴压装方式生产效率低、人工成本高的技术问题,提供一种自动压装硅胶吸嘴夹具。
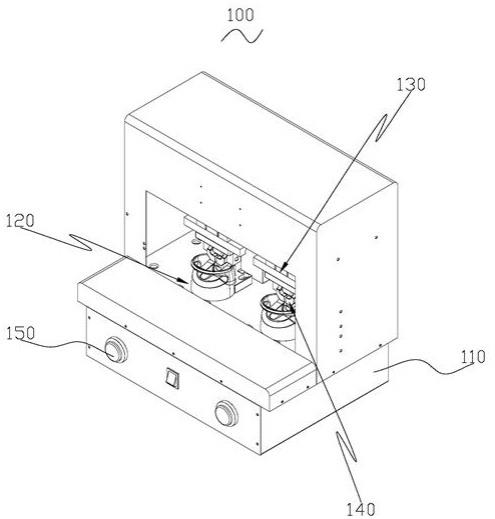
2、一种自动压装硅胶吸嘴夹具,该自动压装硅胶吸嘴夹具包括基座、底盖定位组件、吸嘴定位组件以及吸嘴夹紧组件,底盖定位组件、吸嘴定位组件以及吸嘴夹紧组件均设置于基座的顶侧表面,底盖定位组件设置于基座表面的一侧,吸嘴定位组件以及吸嘴夹紧组件对应底盖定位组件设置于基座表面的另一侧,其中,吸嘴定位组件与底盖定位组件对应配合,并且,吸嘴夹紧组件设置于吸嘴定位组件朝向底盖定位组件的一端。
3、吸嘴定位组件通过一顶针贯穿吸嘴的吸嘴孔,以此实现吸嘴的定位。
4、在其中一个实施例中,上述的自动压装硅胶吸嘴夹具设置若干组底盖定位组件以及对应匹配的若干组吸嘴定位组件、若干组吸嘴夹紧组件。
5、在其中一个实施例中,上述的底盖定位组件包括活动座以及固定座,活动座设置于基座顶侧表面的一侧边缘,固定座对应活动座设置于基座顶侧表面的另一侧,并且,活动座与固定座能够对应配合夹持底盖的两侧边缘,从而实现底盖的定位。
6、在其中一个实施例中,上述的活动座包括第一驱动气缸以及定位滑块,第一驱动气缸设置于基座顶侧表面的一侧边缘,第一驱动气缸的输出端朝向固定座设置,并连接定位滑块,定位滑块与固定座对应配合。
7、在其中一个实施例中,上述的吸嘴定位组件包括支撑板、第一连接板、第二连接板、第三连接板、第二驱动气缸以及定位件;支撑板对应设置于固定座背向活动座的一侧;第二驱动气缸连接于支撑板背向固定座的一侧表面,并且,第二驱动气缸的输出端背向基座设置;第一连接板的一端连接于第二驱动气缸的输出端,第一连接板另一端的底侧表面连接第二连接板的一端,第二连接板朝向活动座的一侧表面连接第三连接板。
8、在其中一个实施例中,上述的定位件连接于第三连接板的底侧表面,并且,定位件对应设置于固定座的顶侧。
9、在其中一个实施例中,上述的顶针连接于定位件,并且顶针朝向固定座延伸预设长度。
10、在其中一个实施例中,上述的吸嘴夹紧组件设置于定位件的两侧。
11、在其中一个实施例中,上述的吸嘴夹紧组件包括第三驱动气缸、第一滑动件、第二滑动件、第一夹爪以及第二夹爪,第三驱动气缸设置于第三连接板的顶侧表面,第一滑动件以及第二滑动件分别设置于定位件的两侧,并分别滑动连接于第三连接板底侧表面,并且,第三驱动气缸的输出端贯穿第三连接板分别连接第一滑动件以及第二滑动件,从而使得第三驱动气缸能够驱动第一滑动件以及第二滑动件相向以及相背往复滑动;第一夹爪以及第二夹爪均设置于第一滑动件以及第二滑动件之间,并且,第一夹爪连接于第一滑动件的侧表面,第二夹爪连接于第二滑动件的侧表面。
12、在其中一个实施例中,上述的自动压装硅胶吸嘴夹具还包括plc控制器,plc控制器设置于基座的底部,plc控制器分别电连接第一驱动气缸、第二驱动气缸以及第三驱动气缸。
13、综上所述,本实用新型所揭示的自动压装硅胶吸嘴夹具通过底盖定位组件以及吸嘴定位组件将硅胶吸嘴压装至底盖,底盖通过底盖定位组件移动并定位至预设的压装工位,此时,吸嘴定位组件与预设的压装工位对应配合,吸嘴设置于吸嘴定位组件朝向底盖的一端,并且,吸嘴通过吸嘴夹紧组件进行夹紧固定;吸嘴定位组件通过一顶针贯穿吸嘴的吸嘴孔,以此实现吸嘴的定位;吸嘴以及底盖完成定位后,吸嘴定位组件驱动吸嘴下移,在该过程中,顶针插入底盖与吸嘴孔对应的底盖孔内,从而确保吸嘴与底盖之间定位的准确性。相较于贯通的手工压装加工方法,本实用新型的自动压装硅胶吸嘴夹具以自动定位以及自动压装的方式对底盖以及吸嘴进行压装加工,大大提升了硅胶吸嘴与底盖之间的压装加工的效率以及良率,同时大大降低了人工成本。
技术特征:
1.一种自动压装硅胶吸嘴夹具,其特征在于,包括:基座、底盖定位组件、吸嘴定位组件以及吸嘴夹紧组件,所述底盖定位组件、所述吸嘴定位组件以及所述吸嘴夹紧组件均设置于所述基座的顶侧表面,所述底盖定位组件设置于所述基座表面的一侧,所述吸嘴定位组件以及所述吸嘴夹紧组件对应所述底盖定位组件设置于所述基座表面的另一侧,其中,所述吸嘴定位组件与所述底盖定位组件对应配合,并且,所述吸嘴夹紧组件设置于所述吸嘴定位组件朝向所述底盖定位组件的一端;
2.根据权利要求1所述的自动压装硅胶吸嘴夹具,其特征在于,所述自动压装硅胶吸嘴夹具设置若干组所述底盖定位组件以及对应匹配的若干组所述吸嘴定位组件、若干组所述吸嘴夹紧组件。
3.根据权利要求2所述的自动压装硅胶吸嘴夹具,其特征在于,所述底盖定位组件包括活动座以及固定座,所述活动座设置于所述基座顶侧表面的一侧边缘,所述固定座对应所述活动座设置于所述基座顶侧表面的另一侧,并且,所述活动座与所述固定座能够对应配合夹持底盖的两侧边缘。
4.根据权利要求3所述的自动压装硅胶吸嘴夹具,其特征在于,所述活动座包括第一驱动气缸以及定位滑块,所述第一驱动气缸设置于所述基座顶侧表面的一侧边缘,所述第一驱动气缸的输出端朝向所述固定座设置,并连接所述定位滑块,所述定位滑块与所述固定座对应配合。
5.根据权利要求4所述的自动压装硅胶吸嘴夹具,其特征在于,所述吸嘴定位组件包括支撑板、第一连接板、第二连接板、第三连接板、第二驱动气缸以及定位件;所述支撑板对应设置于所述固定座背向所述活动座的一侧;所述第二驱动气缸连接于所述支撑板背向所述固定座的一侧表面,并且,所述第二驱动气缸的输出端背向所述基座设置;所述第一连接板的一端连接于所述第二驱动气缸的输出端,所述第一连接板另一端的底侧表面连接所述第二连接板的一端,所述第二连接板朝向所述活动座的一侧表面连接所述第三连接板。
6.根据权利要求5所述的自动压装硅胶吸嘴夹具,其特征在于,所述定位件连接于所述第三连接板的底侧表面,并且,所述定位件对应设置于所述固定座的顶侧。
7.根据权利要求6所述的自动压装硅胶吸嘴夹具,其特征在于,所述顶针连接于所述定位件,并且所述顶针朝向所述固定座延伸预设长度。
8.根据权利要求6所述的自动压装硅胶吸嘴夹具,其特征在于,所述吸嘴夹紧组件设置于所述定位件的两侧。
9.根据权利要求8所述的自动压装硅胶吸嘴夹具,其特征在于,所述吸嘴夹紧组件包括第三驱动气缸、第一滑动件、第二滑动件、第一夹爪以及第二夹爪,所述第三驱动气缸设置于所述第三连接板的顶侧表面,所述第一滑动件以及所述第二滑动件分别设置于所述定位件的两侧,并分别滑动连接于所述第三连接板底侧表面,并且,所述第三驱动气缸的输出端贯穿所述第三连接板分别连接所述第一滑动件以及所述第二滑动件;所述第一夹爪连接于所述第一滑动件的侧表面,所述第二夹爪连接于所述第二滑动件的侧表面。
10.根据权利要求9所述的自动压装硅胶吸嘴夹具,其特征在于,所述自动压装硅胶吸嘴夹具还包括plc控制器,所述plc控制器设置于所述基座的底部,所述plc控制器分别电连接所述第一驱动气缸、所述第二驱动气缸以及所述第三驱动气缸。
技术总结
本技术公开了一种自动压装硅胶吸嘴夹具,该自动压装硅胶吸嘴夹具包括:基座、底盖定位组件、吸嘴定位组件以及吸嘴夹紧组件,底盖定位组件、吸嘴定位组件以及吸嘴夹紧组件均设置于基座的顶侧表面,底盖定位组件设置于基座表面的一侧,吸嘴定位组件以及吸嘴夹紧组件对应底盖定位组件设置于基座表面的另一侧,其中,吸嘴定位组件与底盖定位组件对应配合,并且,吸嘴夹紧组件设置于吸嘴定位组件朝向底盖定位组件的一端。吸嘴定位组件通过一顶针贯穿吸嘴的吸嘴孔,以此实现吸嘴的定位。本技术的自动压装硅胶吸嘴夹具通过底盖定位组件以及吸嘴定位组件将硅胶吸嘴压装至底盖,底盖通过底盖定位组件移动并定位至预设的压装工位。
技术研发人员:廖明,吳安作,葉順景,黄平
受保护的技术使用者:奔迈颂怡塑胶钢制品(惠州)有限公司
技术研发日:20230130
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!