一种N型连接器交替式装配螺套机的制作方法
本技术涉及连接器装配,尤其涉及一种n型连接器交替式装配螺套机。
背景技术:
1、n型连接器(type n connector),为螺纹连接,可旋转锁定。它是第一批能够用于传输微波频率信号的连接器之一,并于20世纪40年代由贝尔实验室的paul neill发明,并以neill的首字母命名。n型接头支持的信号频率范围为0到11ghz,增强类型可以达到18ghz。特性阻抗有2种,50欧姆(广泛用于移动通信、无线数据、寻呼系统等)与75欧姆(主要用于有线电视系统)。
2、现有的n型连接器是由螺套、卡环以及接头装配而成,装配螺套使用卡环钳和手动压机的方式。然而人工操作手动压机自动化程度低且时间久后易劳累,或出现螺套装配不到位的现象,导致产品在后续使用时影响信号传输。
3、因此,需要设计一种n型连接器交替式装配螺套机来解决上述问题。
技术实现思路
1、为克服上述缺点,本实用新型的目的在于提供一种n型连接器交替式装配螺套机,保证接头与螺套压配的一致性,提高装配螺套的效率,降低工作人员的劳动强度。
2、为了达到以上目的,本实用新型采用的技术方案是:一种n型连接器交替式装配螺套机,包括工作台、多组装料组件以及压合组件;每组所述装料组件均通过送料组件沿朝向靠近或远离压合组件的方向往返移动,所述压合组件包括冲头,所述装料组件包括压接底板以及压接滑动板,所述压接底板通过若干压接支撑柱与压接上板相连接,所述压接滑动板滑动设置在压接支撑柱上,所述压接支撑柱上位于压接滑动板以及压接底板之间的部分套设有压接弹簧,所述压合组件下方对应设置有能将接头上的卡环收拢的夹持组件。
3、进一步的,所述压接上板表面设置有一压接导向柱。螺套套设在压接导向柱上,所述接头上套设有卡环并自上而下放入螺套内,形成待压合的组合件,并对该组合件进行精准定位。
4、进一步的,所述送料组件包括送料模组,所述送料模组远离压合组件的一侧边设置有感应器,所述感应器通过支撑杆与工作台相连接。每组送料组件都匹配有一个感应器,在一组送料模组将待压合的组合件送料时,可对另一组送料模组进行上料,实现待压合的组合件的交替循环上料,实现不间断的作业,有效提高待压合的组合件的加工效率。
5、进一步的,所述压合组件包括竖直设置的压合气缸,所述压合气缸活塞杆顶端设置有一压接滑块,所述压合气缸活塞杆伸出时,带动位于所述压接滑块下端面的冲头沿直线导轨向下移动,所述压合组件与装料组件数量相同且位置相对应。所述直线导轨能够对冲头的下压方向进行限定,保证对待压合组合件的压配效率。
6、进一步的,所述工作台上竖直设置有一导轨固定板,所述直线导轨位于导轨固定板上,且沿其高度方向设置。所述导轨固定板对所述直线导轨起固定支撑作用。
7、进一步的,还包括调节组件,所述调节组件包括与压接滑块螺纹连接的调节螺杆以及位于所述调节螺杆顶部的调节螺母。通过转动所述调节螺母调节所述调节螺杆在压接滑块上的位置,进而对压配的深度进行调节。
8、进一步的,所述夹持组件包括夹持气缸,所述夹持气缸活塞杆顶端的夹块上对称设置有夹片,所述夹持气缸驱动夹片夹持卡环时,两个夹片上的卡口对卡环收拢,所述工作台上设置有用于支撑夹持气缸的气缸固定板。所述卡环初始套设在接头上的卡槽内时处于撑开状态,其外圈直径大于螺套的内径,导致接头无法压入螺套内,所述夹持气缸通过夹片上的卡口对卡环进行收拢,从而使卡环的外径略小于螺套的内径,以使接头能够压入螺套中。
9、本实用新型的有益效果:
10、本实用新型通过送料组件、装料组件、压合组件以及夹持组件的相互配合,所述装料组件用于放置待压合的螺套、卡环以及接头组合件,所述送料组件能够将组合件送至压合组件下方,等待后续的压合;在压合前,所述夹持组件能够将套设在接头上的卡环收拢,使其不会在压合组件将接头压入螺套内时产生干涉,实现自动压合装配,保证接头与螺套压配的一致性,提高装配螺套的效率,降低工作人员的劳动强度。
技术特征:
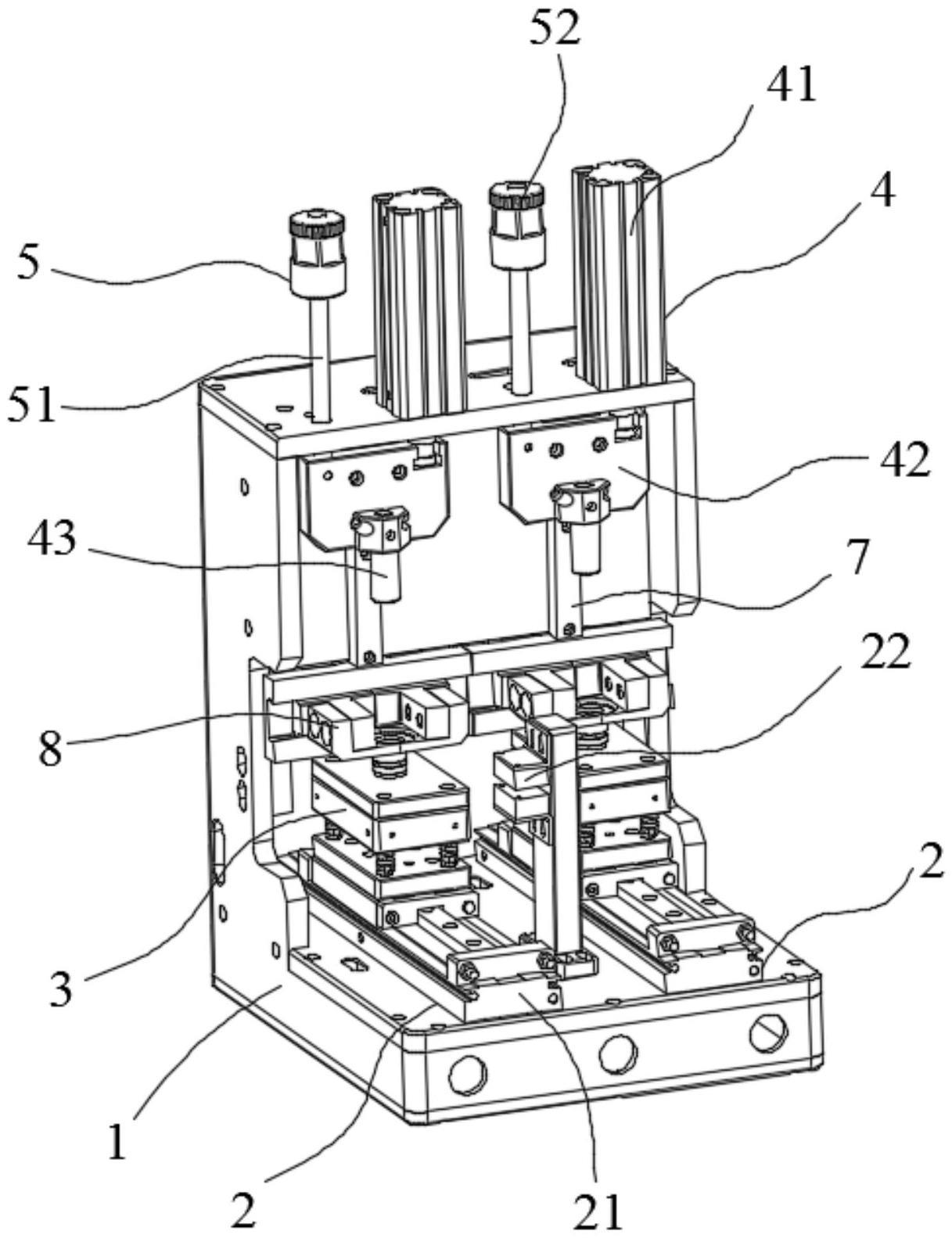
1.一种n型连接器交替式装配螺套机,其特征在于:包括工作台(1)、多组装料组件(3)以及压合组件(4);每组所述装料组件(3)均通过送料组件(2)沿朝向靠近或远离压合组件(4)的方向往返移动,所述压合组件(4)包括冲头(43),所述装料组件(3)包括压接底板(31)以及压接滑动板(32),所述压接底板(31)通过若干压接支撑柱(33)与压接上板(35)相连接,所述压接滑动板(32)滑动设置在压接支撑柱(33)上,所述压接支撑柱(33)上位于压接滑动板(32)以及压接底板(31)之间的部分套设有压接弹簧(34),所述压合组件下方对应设置有能将接头(11)上的卡环(10)收拢的夹持组件(8)。
2.根据权利要求1所述的一种n型连接器交替式装配螺套机,其特征在于:所述压接上板(35)表面设置有一压接导向柱(36)。
3.根据权利要求1所述的一种n型连接器交替式装配螺套机,其特征在于:所述送料组件(2)包括送料模组(21),所述送料模组(21)远离压合组件的一侧边设置有感应器(22),所述感应器(22)通过支撑杆与工作台(1)相连接。
4.根据权利要求1所述的一种n型连接器交替式装配螺套机,其特征在于:所述压合组件(4)包括竖直设置的压合气缸(41),所述压合气缸(41)活塞杆顶端设置有一压接滑块(42),所述压合气缸(41)活塞杆伸出时,带动位于所述压接滑块(42)下端面的冲头(43)沿直线导轨(7)向下移动,所述压合组件(4)与装料组件(3)数量相同且位置相对应。
5.根据权利要求4所述的一种n型连接器交替式装配螺套机,其特征在于:所述工作台(1)上竖直设置有一导轨固定板(6),所述直线导轨(7)位于导轨固定板(6)上,且沿其高度方向设置。
6.根据权利要求4所述的一种n型连接器交替式装配螺套机,其特征在于:还包括调节组件(5),所述调节组件(5)包括与压接滑块(42)螺纹连接的调节螺杆(51)以及位于所述调节螺杆(51)顶部的调节螺母(52)。
7.根据权利要求1所述的一种n型连接器交替式装配螺套机,其特征在于:所述夹持组件(8)包括夹持气缸(81),所述夹持气缸(81)活塞杆顶端的夹块(82)上对称设置有夹片(83),所述夹持气缸(81)驱动夹片(83)夹持卡环(10)时,两个夹片(83)上的卡口(84)对卡环(10)收拢,所述工作台(1)上设置有用于支撑夹持气缸(81)的气缸固定板(85)。
技术总结
本技术公开了一种N型连接器交替式装配螺套机,包括工作台、多组装料组件以及压合组件;每组所述装料组件均通过送料组件沿朝向靠近或远离压合组件的方向往返移动,所述压合组件包括冲头,所述装料组件包括压接底板以及压接滑动板,所述压接底板通过若干压接支撑柱与压接上板相连接,所述压接滑动板滑动设置在压接支撑柱上,所述压接支撑柱上位于压接滑动板以及压接底板之间的部分套设有压接弹簧,所述压合组件下方对应设置有能将接头上的卡环收拢的夹持组件。本技术保证接头与螺套压配的一致性,提高装配螺套的效率,降低工作人员的劳动强度。
技术研发人员:罗修敏
受保护的技术使用者:苏州琛诺电子有限公司
技术研发日:20230130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!