齿圈定位工装的制作方法
本技术涉及一种零件加工用定位工装,具体为齿圈定位工装。
背景技术:
1、在汽车零部件的加工过程中,对于带有内齿的齿圈加工而言,需要进行定位夹紧,现有技术目前对于小型齿圈的定位较为容易,可以采用卡盘等外圆定位工具进行定位,但对于大型齿圈,采用大型的卡具定位不仅定位精度低,而且操作不方便,也有采用涨套从齿圈内部进行涨紧定位,但是由于内齿的存在,会导致涨紧不稳定,进而影响加工过程。
技术实现思路
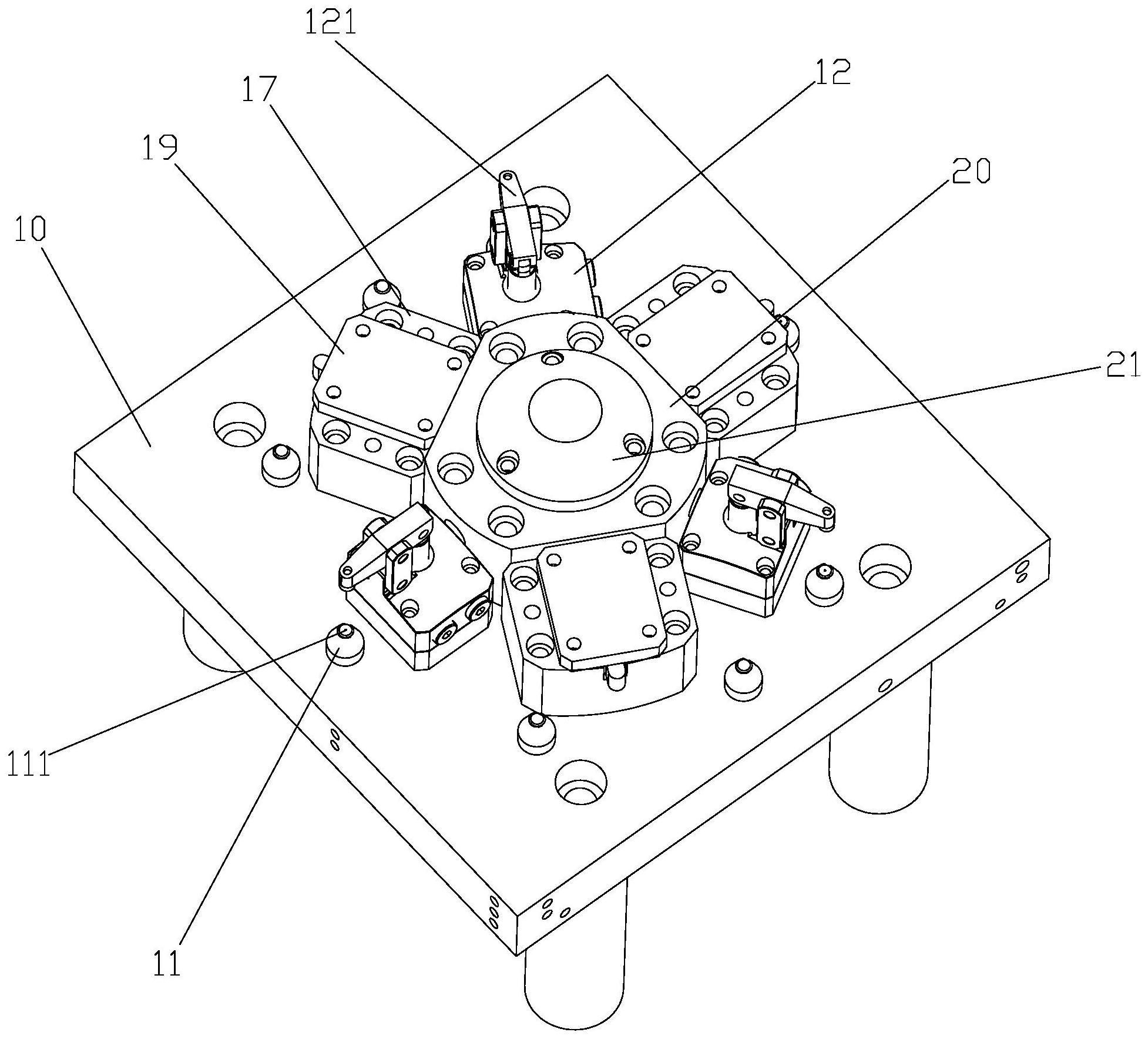
1、为解决现有技术的不足,本申请提供了齿圈定位工装,包括工作台,所述工作台上周向设置多个支撑柱用于支撑零件,多个所述支撑柱的内侧设置多个压紧油缸,所述压紧油缸的输出端设置压板,所述工作台下方设置升降油缸,所述升降油缸的输出端设置贯穿工作台的拉杆,所述拉杆最周向水平设置多个顶杆,所述顶杆的自由端可顶紧零件内齿。
2、进一步的,所述拉杆包括柱形部和锥形部,所述柱形部连接至升降油缸,所述顶杆连接至所述锥形部。
3、进一步的,所述齿圈定位工装还包括连接板,所述拉杆的顶端连接至所述连接板,连接板内开设贯穿的连接孔,所述连接孔内设置连接杆,所述连接杆的一端与所述锥形部抵接,另一端与所述顶杆抵接。
4、进一步的,所述工作台上还设置定位块,所述定位块内水平开设贯穿的定位孔,所述顶杆活动设置在所述定位孔内。
5、进一步的,所述定位孔内设置缓冲弹簧,所述顶杆穿过所述缓冲弹簧,通过缓冲弹簧防止顶杆顶紧内齿过程中力度过大。
6、进一步的,所述连接板与所述拉杆的上方还设置防尘盖。
7、进一步的,所述压板的压紧端设置橡胶压头,保证不会对零件端面压变形。
8、进一步的,所述支撑柱上开设气密检测孔,所述工作台内开设连通所述气密检测孔的气路通道,通过设置气密检测来保证零件准确放置在预设位置。
9、本申请的有益之处在于:提供的齿圈定位工装通过采用锥度拉杆从内部对零件内齿槽进行顶紧,同时对零件端面进行压紧,再配合气密检测,多方面保证了零件定位的稳定性。
技术特征:
1.一种齿圈定位工装,包括工作台,其特征在于:所述工作台上周向设置多个支撑柱用于支撑零件,多个所述支撑柱的内侧设置多个压紧油缸,所述压紧油缸的输出端设置压板,所述工作台下方设置升降油缸,所述升降油缸的输出端设置贯穿工作台的拉杆,所述拉杆最周向水平设置多个顶杆,所述顶杆的自由端可顶紧零件内齿。
2.根据权利要求1所述的齿圈定位工装,其特征在于:所述拉杆包括柱形部和锥形部,所述柱形部连接至升降油缸,所述顶杆连接至所述锥形部。
3.根据权利要求2所述的齿圈定位工装,其特征在于:所述齿圈定位工装还包括连接板,所述拉杆的顶端连接至所述连接板,连接板内开设贯穿的连接孔,所述连接孔内设置连接杆,所述连接杆的一端与所述锥形部抵接,另一端与所述顶杆抵接。
4.根据权利要求3所述的齿圈定位工装,其特征在于:所述工作台上还设置定位块,所述定位块内水平开设贯穿的定位孔,所述顶杆活动设置在所述定位孔内。
5.根据权利要求4所述的齿圈定位工装,其特征在于:所述定位孔内设置缓冲弹簧,所述顶杆穿过所述缓冲弹簧。
6.根据权利要求3所述的齿圈定位工装,其特征在于:所述连接板与所述拉杆的上方还设置防尘盖。
7.根据权利要求1所述的齿圈定位工装,其特征在于:所述压板的压紧端设置橡胶压头。
8.根据权利要求1所述的齿圈定位工装,其特征在于:所述支撑柱上开设气密检测孔,所述工作台内开设连通所述气密检测孔的气路通道。
技术总结
本技术公开了齿圈定位工装,包括工作台,所述工作台上周向设置多个支撑柱用于支撑零件,多个所述支撑柱的内侧设置多个压紧油缸,所述压紧油缸的输出端设置压板,所述工作台下方设置升降油缸,所述升降油缸的输出端设置贯穿工作台的拉杆,所述拉杆最周向水平设置多个顶杆,所述顶杆的自由端可顶紧零件内齿。本申请通过采用顶杆对零件内齿槽进行顶紧,同时对零件端面进行压紧,再配合气密检测,多方面保证了零件定位的稳定性。
技术研发人员:朱雷
受保护的技术使用者:南京泉峰汽车精密技术股份有限公司
技术研发日:20230214
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!