本技术涉及蒸发器生产过程中铜箔的处理装置,尤其涉及铜箔的冲孔、进料位移调节装置。
背景技术:
1、随着机械手自动化的普及,在板换生产中大规模的应用,根据已知的换热板片自动生产线把不锈钢板片和铜箔一体压制。相对之前不锈钢板片和铜箔分开压制,减少了工序,提高了生产效率,降低了成本。但是不锈钢板片和铜箔一体冲切中还是存有两个问题,一是铜箔角孔只能和换热板片角孔同步冲孔,导致铜箔角孔的大小和位置只能和换热板片角孔重合,不能自由调节;二是换热板片和铜箔角孔冲孔同,冲下来的角孔余料混在一起,难以分离开来,无法分类回收,余料回收价值大大降低。蒸发器冷媒侧进口大多设有使介质均匀分配至每层换热流道的分配孔,且目前已知的分配孔最小的孔径已小于1mm。若此时分配孔处残留铜箔,真空钎焊时,铜箔会堵塞分配孔。所以常规的换热板片铜箔一体压制自动生产线不适用于分配孔较小孔径的蒸发器。
技术实现思路
1、本实用新型的目的是在要设计一款生产装置,将铜箔的角孔冲孔与换热板片的角孔冲孔分开,在铜箔与板材贴合前,对铜箔进行角孔冲孔,使得铜箔在角孔冲孔后再和板片贴合点焊在一起。在实现将铜箔角孔大小、位置灵活设置的同时,使得铜箔角孔余料能够单独收集。
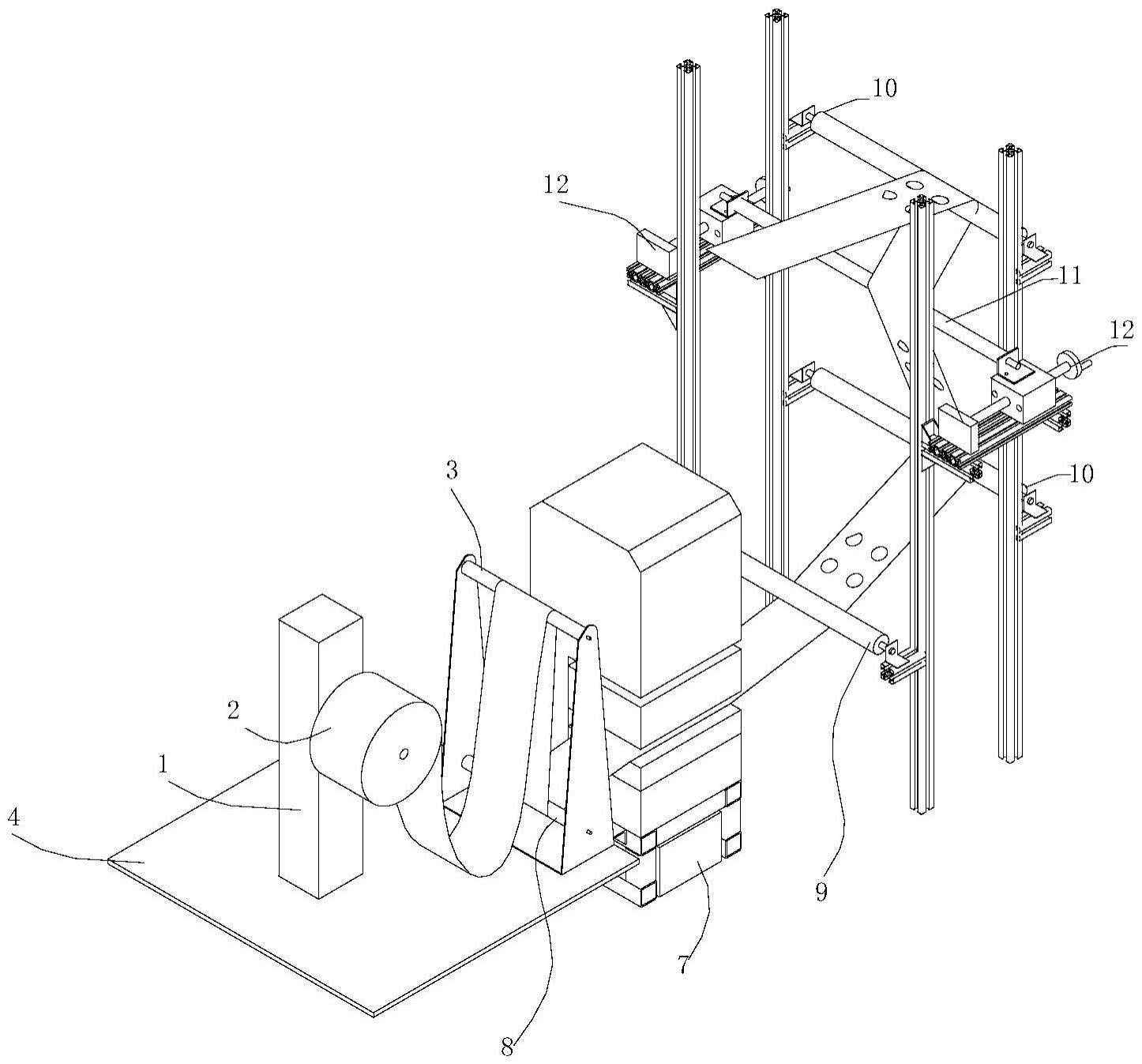
2、本实用新型解决上述问题所采用的技术方案为:一种蒸发器板片铜箔一体压制成型装置,包括,铜箔放料机构:用于铜箔料卷的连续放料;铜箔张紧装置:张紧铜箔使平直穿过铜箔冲床;铜箔冲床:在铜箔上冲切铜箔角孔,铜箔角孔与板片的角孔对应,且铜箔角孔的留空部分应覆盖板片的分配孔;铜箔行程调节装置:调节铜箔的输送长度使与板片精准贴合,铜箔角孔与板片角孔位置匹配。
3、可选地,所述铜箔放料机构包括铜箔放料架,铜箔料卷腾空设置在所述铜箔放料架上,所述铜箔张紧装置采用铜箔重力张紧辊,所述重力张紧辊位于所述铜箔放料架的前侧,铜箔从铜箔放料架上放出后向前经过所述铜箔重力张紧辊,且铜箔料卷与铜箔重力张紧辊之间的铜箔因重力呈下垂状。使得铜箔卷料和铜箔重力张静轮之间的铜箔重力对铜箔重力张静轮和铜箔冲孔后固定滚轮之间的铜箔有一定的张紧力。
4、可选地,所述铜箔重力张紧辊的顶面高于铜箔料卷的顶面。使铜箔重力张紧效果更好。
5、可选地,所述铜箔放料机构还包括铜箔放料架感应面,用于感应铜箔放料架与铜箔重力张紧辊之间下垂的铜箔,以监测异常,保障生产。
6、可选地,所述铜箔冲床包括角孔上冲模和冲模下台面,角孔上冲模受驱动向下冲切,在行经冲模下台面的铜箔表面冲切出铜箔角孔。
7、进一步地,所述铜箔冲床还包括收集箱,该收集箱位于冲模下台面下方用于收集冲孔余料。从而实现铜箔的单独回收,提高废料回收价值。
8、可选地,铜箔冲床的进料侧设置冲孔前固定辊,铜箔冲床的出料侧设置冲孔后固定辊,铜箔经由所述冲孔前固定辊、冲孔后固定辊导向而平直的经过冲模下台面,铜箔与冲模下台面的高度差为2-5mm。使得箔冲孔前固定滚轮中心、铜箔冲孔后固定滚轮之间的铜箔基本平行于铜箔角孔冲模下台面,从而保证了铜箔冲孔的精度和稳定性。
9、优选地,铜箔冲床的进料侧设置冲孔前固定辊,铜箔冲床的出料侧设置冲孔后固定辊,冲孔前固定辊与冲孔后固定辊位于同一水平位,且高于所述铜箔放料架感应面。确保重力张紧的实施。
10、优选地,所述铜箔行程调节装置位于铜箔冲床的前方,铜箔冲切后经过铜箔行程调节装置,铜箔行程调节装置包括一个或多个行程调节固定辊、一个或多个行程调节活动辊,铜箔依次绕经行程调节固定辊和行程调节活动辊,行程调节活动辊能够位移以调节铜箔的行程长短。以灵活适时的调节铜箔的进程,保证铜箔与板片精准贴合,使铜箔角孔和板片角孔匹配。
11、优选地,所述行程调节活动辊的两端分别设置在丝杠机构上,由丝杠机构驱动位移。
12、与现有技术相比,本实用新型的优点在于:在无需较大改动现有自动生产线设备的前提下,在铜箔放卷之后新增铜箔张紧、铜箔冲孔、铜箔行程调节,实现了铜箔角孔冲孔操作移到铜箔与板片贴合之前,使得铜箔角孔余料能够单独收集,提高了铜箔余料回收价值。同时实现将铜箔角孔大小、位置灵活设置,与分配孔所属板片角孔对应的铜箔角孔的大小方位避开分配孔的位置,避免了对分配孔的堵塞,以适用于蒸发器换热板片的铜箔一体压制生产。
技术特征:1.一种蒸发器板片铜箔一体压制成型装置,其特征在于:包括,铜箔放料机构:用于铜箔料卷的连续放料;铜箔张紧装置:张紧铜箔使平直穿过铜箔冲床;铜箔冲床:在铜箔上冲切铜箔角孔,铜箔角孔与板片的角孔对应,且铜箔角孔的留空部分应覆盖板片的分配孔;铜箔行程调节装置:调节铜箔的输送长度使与板片精准贴合,铜箔角孔与板片角孔位置匹配;
2.根据权利要求1所述的蒸发器板片铜箔一体压制成型装置,其特征在于:所述铜箔重力张紧辊的顶面高于铜箔料卷的顶面。
3.根据权利要求1所述的蒸发器板片铜箔一体压制成型装置,其特征在于:所述铜箔放料机构还包括铜箔放料架感应面,用于感应铜箔放料架与铜箔重力张紧辊之间下垂的铜箔。
4.根据权利要求1所述的蒸发器板片铜箔一体压制成型装置,其特征在于:所述铜箔冲床还包括收集箱,该收集箱位于冲模下台面下方用于收集冲孔余料。
5.根据权利要求1所述的蒸发器板片铜箔一体压制成型装置,其特征在于:铜箔冲床的进料侧设置冲孔前固定辊,铜箔冲床的出料侧设置冲孔后固定辊,铜箔经由所述冲孔前固定辊、冲孔后固定辊导向而平直的经过冲模下台面,铜箔与冲模下台面的高度差为2-5mm。
6.根据权利要求3所述的蒸发器板片铜箔一体压制成型装置,其特征在于:铜箔冲床的进料侧设置冲孔前固定辊,铜箔冲床的出料侧设置冲孔后固定辊,冲孔前固定辊与冲孔后固定辊位于同一水平位,且高于所述铜箔放料架感应面。
7.根据权利要求1所述的蒸发器板片铜箔一体压制成型装置,其特征在于:所述行程调节活动辊的两端分别设置在丝杠机构上,由丝杠机构驱动位移。
技术总结本技术涉及一种蒸发器板片铜箔一体压制成型装置,包括,铜箔放料机构:用于铜箔料卷的连续放料;铜箔张紧装置:张紧铜箔使平直穿过铜箔冲床;铜箔冲床:在铜箔上冲切铜箔角孔,铜箔角孔与板片的角孔对应,且铜箔角孔的留空部分应覆盖板片的分配孔;铜箔行程调节装置:调节铜箔的输送长度使与板片的。铜箔料卷腾空设置在铜箔放料架上,采用铜箔重力张紧辊,铜箔从铜箔放料架上放出后向前经过所述铜箔重力张紧辊,且铜箔料卷与铜箔重力张紧辊之间的铜箔因重力呈下垂状。实现了铜箔角孔冲孔操作移到铜箔与板片贴合之前,使得铜箔角孔余料能够单独收集,提高了铜箔余料回收价值。
技术研发人员:缪君明,周浩军,陈佳
受保护的技术使用者:江苏远卓设备制造有限公司
技术研发日:20230220
技术公布日:2024/1/15