一种准确定位的夹具装置的制作方法
本技术涉及汽车发动机进排气管加工,具体为一种准确定位的夹具装置。
背景技术:
1、铸造而成的进排气管外形尺寸及位置受到设备的温度的高低和使用时间的长短、模具加工精度的准确性及使用周期的长短、每批次进排气管产品的材质的差异、人为操作的准确性等因素的影响,都会造成产品外形尺寸及位置每批次不同。此时采用外形定位的工装夹具就会导致进排气管产品机加尺寸的不稳定,其次,进排气管为保证装机时发动机内气体流动的稳定性,产品图纸的尺寸一般都是由产品内腔为基准尺寸界限而标注,因此进排气管在使用工装夹具加工时采用产品内腔定位的工装较为合适,但是现有的汽车发动机进排气管加工时使用的工装夹具,基本采用产品外形定位,因此提出一种准确定位的夹具装置。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种准确定位的夹具装置,解决了现有的汽车发动机进排气管加工时使用的工装夹具,基本采用产品外形定位的问题。
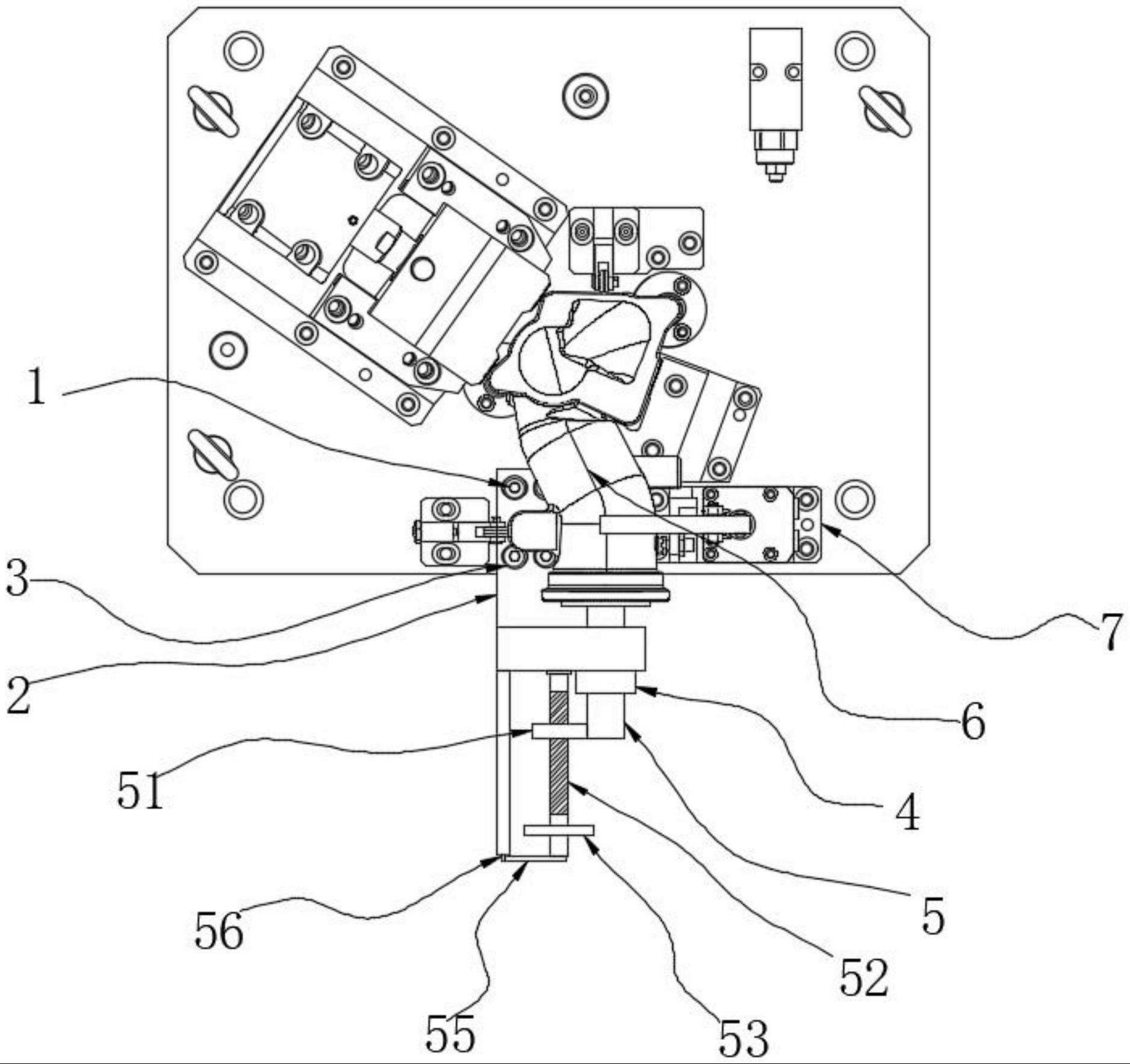
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种准确定位的夹具装置,包括工作台、工装夹具以及待加工的进排气管本体,所述工装夹具安装在工作台的顶部,所述工作台的顶部通过内六角锁紧螺钉、垫圈安装有定位弯板,所述定位弯板的内壁上安装有导向套,所述导向套的内壁上安装有定位插销,所述定位插销的外壁与进排气管本体的内壁连接。
3、优选的,所述导向套的一端贯穿定位弯板设置,所述定位插销的一端贯穿导向套设置,所述定位插销的一侧外壁上安装有定位板。
4、优选的,所述定位板的内壁上安装有螺纹杆,所述螺纹杆的一端贯穿定位板设置,所述螺纹杆的一侧外壁安装在定位弯板的一侧外壁上。
5、优选的,所述螺纹杆的一侧外壁上安装有把手,所述螺纹杆的内壁上安装有固定块,所述固定块的一端贯穿螺纹杆设置,所述固定块的一侧外壁上安装有支撑杆。
6、优选的,所述支撑杆的一侧外壁上安装有滑动杆,所述滑动杆的一侧外壁上安装有定位杆,所述定位杆的一侧外壁安装在定位弯板的一侧外壁上,所述滑动杆的一端贯穿定位杆设置。
7、优选的,所述滑动杆的一侧外壁上安装有弹簧,所述弹簧的另一端安装在定位杆的内壁上。
8、有益效果
9、本实用新型提供了一种准确定位的夹具装置。与现有技术相比具备以下
10、有益效果:
11、(1)、该准确定位的夹具装置,通过设置内六角锁紧螺钉、定位弯板、垫圈、导向套、定位插销、进排气管本体、工装夹具,位准确性高,利用此准确定位装置的工装夹具,在加工产品时,可保证产品重复定位的准确性及稳定性,加工尺寸稳定,利用此准确定位装置的工装夹具,在加工产品时,可准确保证进气管节气阀面、排气管排气出口面的位置稳定性,保证后序产品加工的稳定,产品不压气,继而保证装机后整机的气体流动时横截面积的稳定,提高发动机的使用性能,还能够及时发现不良品,降低机加成本,利用此准确定位装置的工装夹具,产品在装夹定位时,如果产品装夹不上,即定位面未与产品接触;定位芯轴未能插入产品内腔,该产品可直接挑出隔离,不需加工,降低加工成本,减少废品率。
12、(2)、该准确定位的夹具装置,通过设置定位板、螺纹杆、把手、固定块、支撑杆、滑动杆、弹簧、定位杆,通过将定位插销伸入进排气管本体中,对进排气管本体进行抵紧,然后松开支撑杆,对螺纹杆进行限位,防止在对进排气管本体加工的过程中,螺纹杆出现松动的情况,导致对进排气管本体的夹持出现松动,使得进排气管本体成品品质更高。
技术特征:
1.一种准确定位的夹具装置,包括工作台、工装夹具(7)以及待加工的进排气管本体(6),其特征在于:所述工装夹具(7)安装在工作台的顶部,所述工作台的顶部通过内六角锁紧螺钉(1)、垫圈(3)安装有定位弯板(2),所述定位弯板(2)的内壁上安装有导向套(4),所述导向套(4)的内壁上安装有定位插销(5),所述定位插销(5)的外壁与进排气管本体(6)的内壁连接。
2.根据权利要求1所述的一种准确定位的夹具装置,其特征在于:所述导向套(4)的一端贯穿定位弯板(2)设置,所述定位插销(5)的一端贯穿导向套(4)设置,所述定位插销(5)的一侧外壁上安装有定位板(51)。
3.根据权利要求2所述的一种准确定位的夹具装置,其特征在于:所述定位板(51)的内壁上安装有螺纹杆(52),所述螺纹杆(52)的一端贯穿定位板(51)设置,所述螺纹杆(52)的一侧外壁安装在定位弯板(2)的一侧外壁上。
4.根据权利要求3所述的一种准确定位的夹具装置,其特征在于:所述螺纹杆(52)的一侧外壁上安装有把手(53),所述螺纹杆(52)的内壁上安装有固定块(54),所述固定块(54)的一端贯穿螺纹杆(52)设置,所述固定块(54)的一侧外壁上安装有支撑杆(55)。
5.根据权利要求4所述的一种准确定位的夹具装置,其特征在于:所述支撑杆(55)的一侧外壁上安装有滑动杆(56),所述滑动杆(56)的一侧外壁上安装有定位杆(58),所述定位杆(58)的一侧外壁安装在定位弯板(2)的一侧外壁上,所述滑动杆(56)的一端贯穿定位杆(58)设置。
6.根据权利要求5所述的一种准确定位的夹具装置,其特征在于:所述滑动杆(56)的一侧外壁上安装有弹簧(57),所述弹簧(57)的另一端安装在定位杆(58)的内壁上。
技术总结
本技术公开了一种准确定位的夹具装置,本技术涉及汽车发动机进排气管加工技术领域。该准确定位的夹具装置,包括工作台、工装夹具以及待加工的进排气管本体,所述工装夹具安装在工作台的顶部,所述工作台的顶部通过内六角锁紧螺钉、垫圈安装有定位弯板,所述定位弯板的内壁上安装有导向套,所述导向套的内壁上安装有定位插销,所述定位插销的外壁与进排气管本体的内壁连接,所述导向套的一端贯穿定位弯板设置,所述定位插销的一端贯穿导向套设置,所述定位插销的一侧外壁上安装有定位板,所述定位板的内壁上安装有螺纹杆,可准确保证进气管节气阀面、排气管排气出口面的位置稳定性,保证后序产品加工的稳定,产品不压气。
技术研发人员:闫薇,储继舟,尹佳男,杨民江,王欢,陈刚
受保护的技术使用者:佳木斯畅通汽车零部件有限公司
技术研发日:20230223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!