一种针阵定位器的制作方法
本技术涉及工装夹具,尤其涉及一种针阵定位器。
背景技术:
1、大型零件自动化搬运采用抓手,不同零件采用需要切换抓手,比如侧围自动化线转运,一个车型需要3-4个转运抓手,有n个车型,就是需要3n—4n个抓手,成本较高;切换抓手多,抓手+抓手放置架占据场地多,存储需求空间大;其他技术,零件转运采用吊装方式,不同车型不同零件也是需要不同吊具。
2、目前方案存在的一些问题,一是采用现有抓手方式转运,不同零件和不同车型需要重新开发;二是切换设备下来,设备存储空间大;三是切换环节等占据时间长(比如从线旁推过来,推到位,切换现有车型下来再切换其他上去);四是设备开发多,需要开发3n-4n个抓手,设备多。
技术实现思路
1、为了解决现有技术中的问题,本实用新型提供了一种针阵定位器。
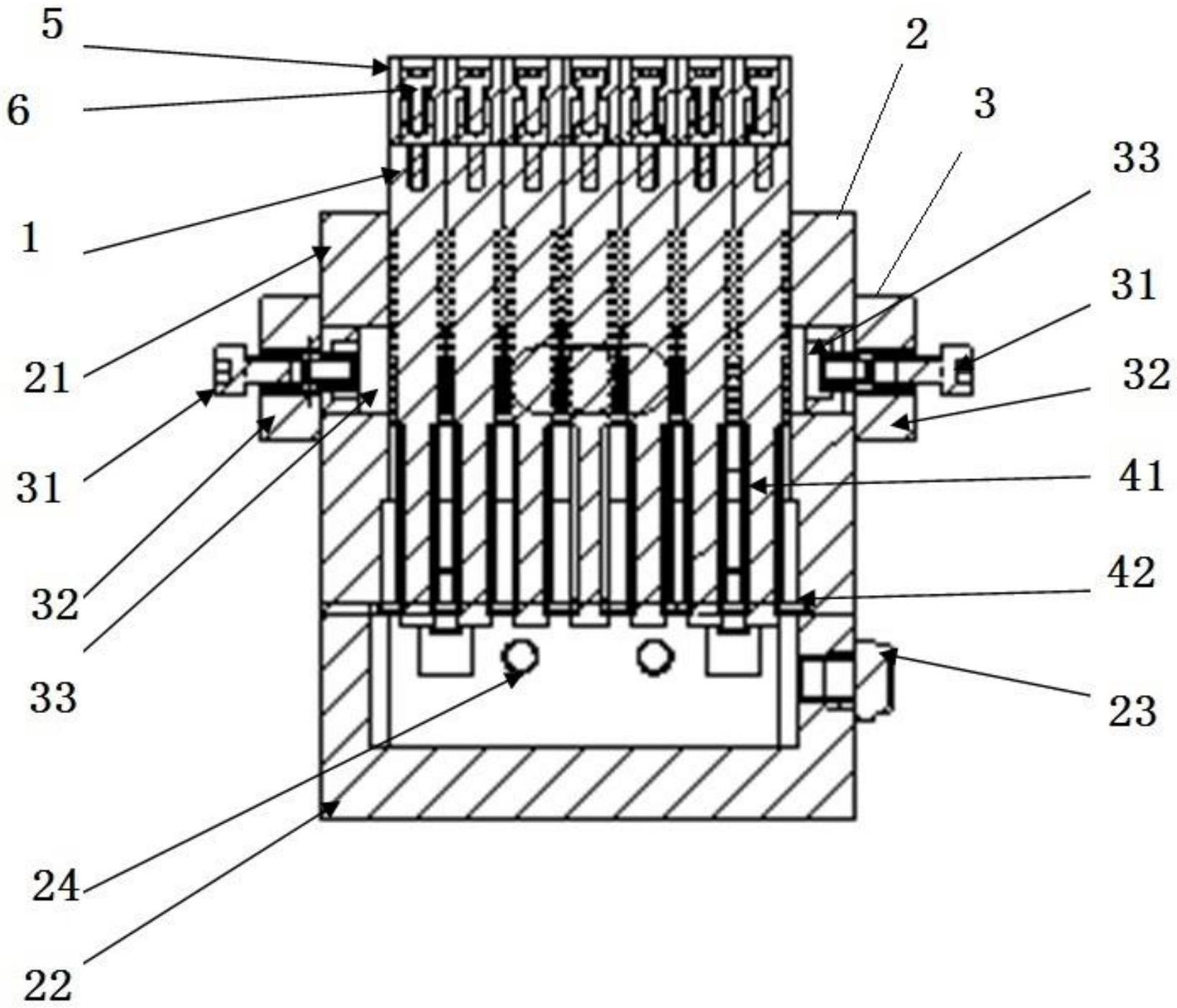
2、本实用新型提供了一种针阵定位器,包括固定座、夹紧锁紧机构和针阵,所述针阵包括至少二个定位针组件,所述定位针组件沿z轴方向插入安装在所述固定座上,所述夹紧锁紧机构沿x轴方向安装在所述固定座上并将所述定位针组件夹紧在所述固定座上,所述定位针组件包括针阵导柱、弹簧和弹簧固定座,所述弹簧固定座安装在所述固定座上,所述弹簧沿z轴方向夹紧在所述针阵导柱、弹簧固定座之间,所述针阵导柱沿z轴方向插入安装在所述固定座上,在所述夹紧锁紧机构的作用下,相邻的针阵导柱相互贴合压紧,当松开所述夹紧锁紧机构时,所述针阵导柱能够沿z轴上下活动。
3、作为本实用新型的进一步改进,所述针阵导柱沿z同从上至下分为聚氨酯安装段、导柱导向段、导柱齿形段和弹簧安装段。
4、作为本实用新型的进一步改进,所述针阵导柱的聚氨酯安装段上安装有聚氨酯块。
5、作为本实用新型的进一步改进,所述固定座包括上下连接的上固定座和下固定座,所述上固定座上设有导柱导向孔,所述针阵导柱的导柱导向段位于所述导柱导向孔之内。
6、作为本实用新型的进一步改进,所述下固定座上设有排气孔。
7、作为本实用新型的进一步改进,所述夹紧锁紧机构沿x轴方向压紧在位于左右两侧的针阵导柱的导柱齿形段上。
8、作为本实用新型的进一步改进,所述夹紧锁紧机构包括驱动螺栓、压紧座和压块,所述压紧座安装在所述固定座的左右两侧,所述固定座的左右两侧设有通孔,所述压块位于所述通孔之内,所述驱动螺栓与所述压紧座为螺纹连接,所述驱动螺栓穿过所述固定座与所述压块连接,在所述驱动螺栓的驱动下,所述压块压紧在位于左右两侧的针阵导柱的导柱齿形段上。
9、作为本实用新型的进一步改进,所述压块上设有与所述导柱齿形段相配合的凸齿。
10、作为本实用新型的进一步改进,所述弹簧安装在所述针阵导柱的弹簧安装段上。
11、本实用新型的有益效果是:可通过调节针阵导柱的上下位置,来调节针阵的定位位置,可以用于不同产品的定位,有利于实现柔性抓手,降低了成本。
技术特征:
1.一种针阵定位器,其特征在于:包括固定座、夹紧锁紧机构和针阵,所述针阵包括至少二个定位针组件,所述定位针组件沿z轴方向插入安装在所述固定座上,所述夹紧锁紧机构沿x轴方向安装在所述固定座上并将所述定位针组件夹紧在所述固定座上,所述定位针组件包括针阵导柱、弹簧和弹簧固定座,所述弹簧固定座安装在所述固定座上,所述弹簧沿z轴方向夹紧在所述针阵导柱、弹簧固定座之间,所述针阵导柱沿z轴方向插入安装在所述固定座上,在所述夹紧锁紧机构的作用下,相邻的针阵导柱相互贴合压紧,当松开所述夹紧锁紧机构时,所述针阵导柱能够沿z轴上下活动。
2.根据权利要求1所述的针阵定位器,其特征在于:所述针阵导柱沿z同从上至下分为聚氨酯安装段、导柱导向段、导柱齿形段和弹簧安装段。
3.根据权利要求2所述的针阵定位器,其特征在于:所述针阵导柱的聚氨酯安装段上安装有聚氨酯块。
4.根据权利要求2所述的针阵定位器,其特征在于:所述固定座包括上下连接的上固定座和下固定座,所述上固定座上设有导柱导向孔,所述针阵导柱的导柱导向段位于所述导柱导向孔之内。
5.根据权利要求4所述的针阵定位器,其特征在于:所述下固定座上设有排气孔。
6.根据权利要求2所述的针阵定位器,其特征在于:所述夹紧锁紧机构沿x轴方向压紧在位于左右两侧的针阵导柱的导柱齿形段上。
7.根据权利要求6所述的针阵定位器,其特征在于:所述夹紧锁紧机构包括驱动螺栓、压紧座和压块,所述压紧座安装在所述固定座的左右两侧,所述固定座的左右两侧设有通孔,所述压块位于所述通孔之内,所述驱动螺栓与所述压紧座为螺纹连接,所述驱动螺栓穿过所述固定座与所述压块连接,在所述驱动螺栓的驱动下,所述压块压紧在位于左右两侧的针阵导柱的导柱齿形段上。
8.根据权利要求7所述的针阵定位器,其特征在于:所述压块上设有与所述导柱齿形段相配合的凸齿。
9.根据权利要求2所述的针阵定位器,其特征在于:所述弹簧安装在所述针阵导柱的弹簧安装段上。
技术总结
本技术提供了一种针阵定位器,包括固定座、夹紧锁紧机构和针阵,所述针阵包括至少二个定位针组件,所述定位针组件沿Z轴方向插入安装在所述固定座上,所述夹紧锁紧机构沿X轴方向安装在所述固定座上并将所述定位针组件夹紧在所述固定座上,所述定位针组件包括针阵导柱、弹簧和弹簧固定座,所述弹簧固定座安装在所述固定座上,所述弹簧沿Z轴方向夹紧在所述针阵导柱、弹簧固定座之间,所述针阵导柱沿Z轴方向插入安装在所述固定座上。本技术的有益效果是:可通过调节针阵导柱的上下位置,来调节针阵的定位位置,可以用于不同产品的定位,有利于实现柔性抓手,降低了成本。
技术研发人员:李裕连,刘国斌,高颖阁
受保护的技术使用者:上汽通用五菱汽车股份有限公司
技术研发日:20230303
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!