一种制动环尾套组装治具的制作方法
本技术属于通讯领域,特别涉及一种操作效率高、方便简单的制动环尾套组装治具。
背景技术:
1、通讯产品(如探测器)在生产过程中需要把制动环和尾套压紧装配到一起,就目前来说,制动环和尾套的压紧装配是通过人工手动完成的,人工一手拿一个部件再用力挤压在一起完成装配,这种人工手动方式可以满足一定的生产要求,但是也存在较大缺陷,人工操作效率低,劳动强度大,人工成本高,力度不好控制易弄坏产品,良品率低,无法有效满足生产需求。
2、本实用新型要解决的技术问题是提供一种无需人工手动操作、操作效率高、劳动强度小、人工成本低、不易弄伤产品良品率高、有效满足生产需求的制动环尾套组装治具。
技术实现思路
1、为解决上述现有技术人工操作效率低、劳动强度大、人工成本高、力度不好控制易弄坏产品、良品率低、无法有效满足生产需求等问题,本实用新型采用如下技术方案:
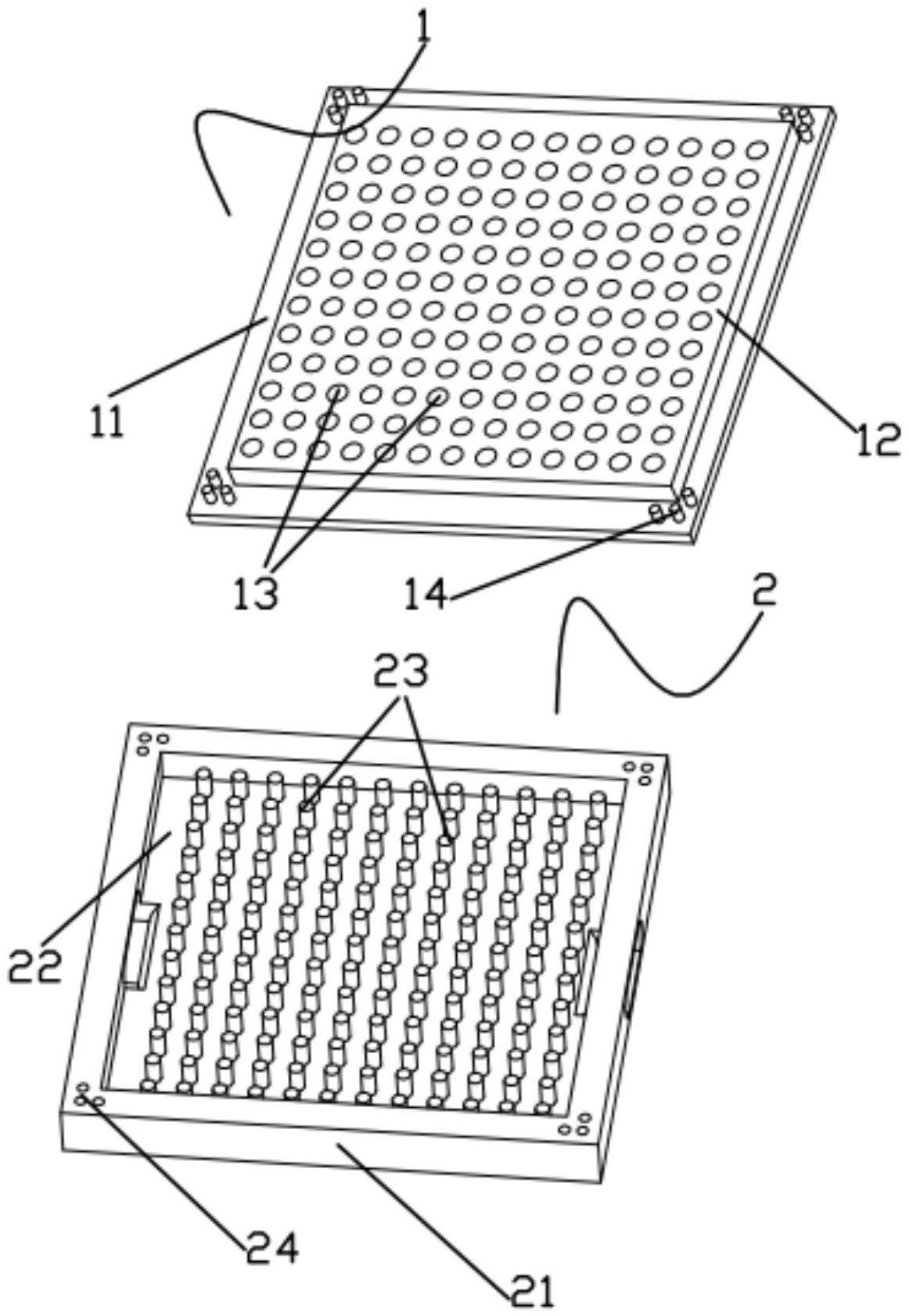
2、本实用新型提供一种制动环尾套组装治具,包括装配上模和装配下模,所述装配上模包括上模板、上放置台和若干个放置沉孔,所述上模板四个边角上均设有固定定位销,所述上放置台设于上模板正中处,所述若干个放置沉孔按均匀分布设置在上放置台上且外孔直径为5.9mm、内孔直径为2.5mm,所述装配下模设于装配上模正下方且包括下模板、下放置台和若干个放置插销,所述下模板四个边角上均设有固定定位孔且与固定定位销完全对应匹配,所述下放置台设于下模板正中处,所述若干个放置插销均匀分布设置在下放置台上且与放置沉孔一一对应匹配。
3、优选的,所述若干个放置沉孔按13行12列分布排列。
4、本实用新型的有益效果在于:通过上下模的沉孔及插销固定部件,再通过气动压合,无需人工手动操作,操作效率高,劳动强度小,人工成本低,不易弄伤产品良品率高,有效满足生产需求。
技术特征:
1.一种制动环尾套组装治具,其特征在于:包括装配上模(1)和装配下模(2),所述装配上模(1)包括上模板(11)、上放置台(12)和若干个放置沉孔(13),所述上模板(11)四个边角上均设有固定定位销(14),所述上放置台(12)设于上模板(11)正中处,所述若干个放置沉孔(13)按均匀分布设置在上放置台(12)上且外孔直径为5.9mm、内孔直径为2.5mm,所述装配下模(2)设于装配上模(1)正下方且包括下模板(21)、下放置台(22)和若干个放置插销(23),所述下模板(21)四个边角上均设有固定定位孔(24)且与固定定位销(14)完全对应匹配,所述下放置台(22)设于下模板(21)正中处,所述若干个放置插销(23)均匀分布设置在下放置台(22)上且与放置沉孔(13)一一对应匹配。
2.根据权利要求1所述的一种制动环尾套组装治具,其特征在于:所述若干个放置沉孔(13)按13行12列分布排列。
技术总结
本技术公开了一种制动环尾套组装治具,包括装配上模和装配下模,装配上模包括上模板、上放置台和若干个放置沉孔,上模板四个边角上均设有固定定位销,若干个放置沉孔按均匀分布设置在上放置台上且外孔直径为5.9mm、内孔直径为2.5mm,装配下模设于装配上模正下方且包括下模板、下放置台和若干个放置插销,下模板四个边角上均设有固定定位孔且与固定定位销完全对应匹配,若干个放置插销均匀分布设置在下放置台上且与放置沉孔一一对应匹配;通过上下模的沉孔及插销固定部件,再通过气动压合,无需人工手动操作,操作效率高,劳动强度小,人工成本低,不易弄伤产品良品率高,有效满足生产需求。
技术研发人员:张才生,蒋水亮,张灼广
受保护的技术使用者:厦门贝莱信息科技有限公司
技术研发日:20230314
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!