一种用于组装单点注油器驱动器的工装的制作方法
本技术涉及机械零配件的,尤其涉及一种用于组装单点注油器驱动器的工装。
背景技术:
1、图1为一种单点注油器驱动器结构,其采用减速电机、齿轮丝母等众多配件组合而成,通常是人工在工作平台上按照装配顺序依次安装,人工安装过程中没有辅助定位装置,从而导致单点注油器驱动结构装配精度不高,装配效率也很低。
2、因此,需要一种辅助装配工装,用于帮助人工实现定位,达到高精度装配并提高装配效率。
技术实现思路
1、本实用新型的目的在于提供一种用于组装单点注油器驱动器的工装,实现单点注油器驱动结构的高精度装配及人工效率的提高。
2、为达到上述目的,本实用新型采用如下技术方案:
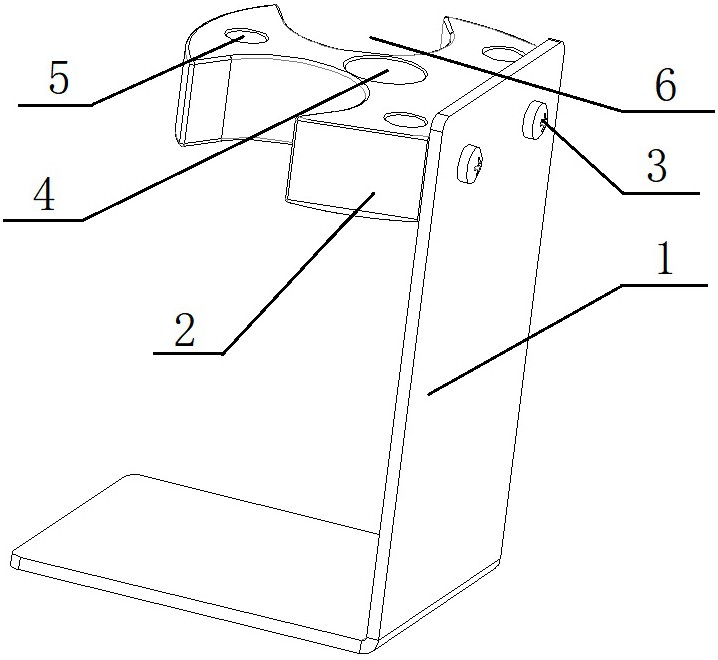
3、一种用于组装单点注油器驱动器的工装,其特征在于:所述工装包括l型支架和定位块,所述定位块通过m3螺钉固定于l型支架上;
4、所述定位块设置有中心定位孔,所述中心定位孔与单点注油器驱动器的上夹板中心圆孔对应;
5、所述定位块上设置有两个对称的半圆形槽口,所述半圆形槽口与单点注油器驱动器的减速电机位置相对应;
6、所述定位块上设置有三个沉孔,所述沉孔位置与单点注油器驱动器上夹板上的三个圆孔对应。
7、优选的,所述l型支架和定位块均由合金加工形成。
8、相对于现有技术,本实用新型所述工装具有以下优势:利用本实用新型所述的工装,可以有效提高单点注油器驱动器的装配精度和装配效率,同时减少工人工作负担。
技术特征:
1.一种用于组装单点注油器驱动器的工装,其特征在于:所述工装包括l型支架和定位块,所述定位块通过m3螺钉固定于l型支架上;
2.如权利要求1所述的一种用于组装单点注油器驱动器的工装,其特征在于:所述l型支架和定位块均由合金加工形成。
技术总结
一种用于组装单点注油器驱动器的工装,其特征在于:所述工装包括L型支架和定位块,所述定位块通过M3螺钉固定于L型支架上;所述定位块设置有中心定位孔,所述中心定位孔与单点注油器驱动器的上夹板中心圆孔对应;所述定位块上设置有两个对称的半圆形槽口,所述半圆形槽口与单点注油器驱动器的减速电机位置相对应;所述定位块上设置有三个沉孔,所述沉孔位置与单点注油器驱动器上夹板上的三个圆孔对应。有益效果在于:利用本技术所述的工装,可以有效提高单点注油器驱动器的装配精度和装配效率,同时减少工人工作负担。
技术研发人员:刘炳煌,王俊哲,毛邦树,李玉银,王一娜,冯振慧,杨晓云,袁兴权
受保护的技术使用者:秦皇岛流体科技开发有限公司
技术研发日:20230325
技术公布日:2024/1/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1