一种水杯销轴自动装配夹具的制作方法
本技术涉及一种水杯销轴自动装配夹具。
背景技术:
1、参见图9,现有水杯结构在组装时,需要将吊环103以及杯盖101采用销轴铰接在水杯构件100的水杯铰接座104上。在实际的组装时,需要将吊环103、杯盖101上的杯盖铰接座102和水杯铰接座104保持在相对的组装位置,然后将销轴从一侧穿入,这一步骤中,需要人工放入各个元件,且每个元件的位置需要相对校正,然后才能压入销轴。整个流程不仅步骤繁多且不利于定位操作,存在一定的操作难度。
2、为解决上述问题,急需一种对产品元件实现定位限制,再实现自动压入销轴的水杯销轴自动装配夹具解决上述问题。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种对产品元件实现定位限制,再实现自动压入销轴,减少操作流程,降低组装难度的水杯销轴自动装配夹具。
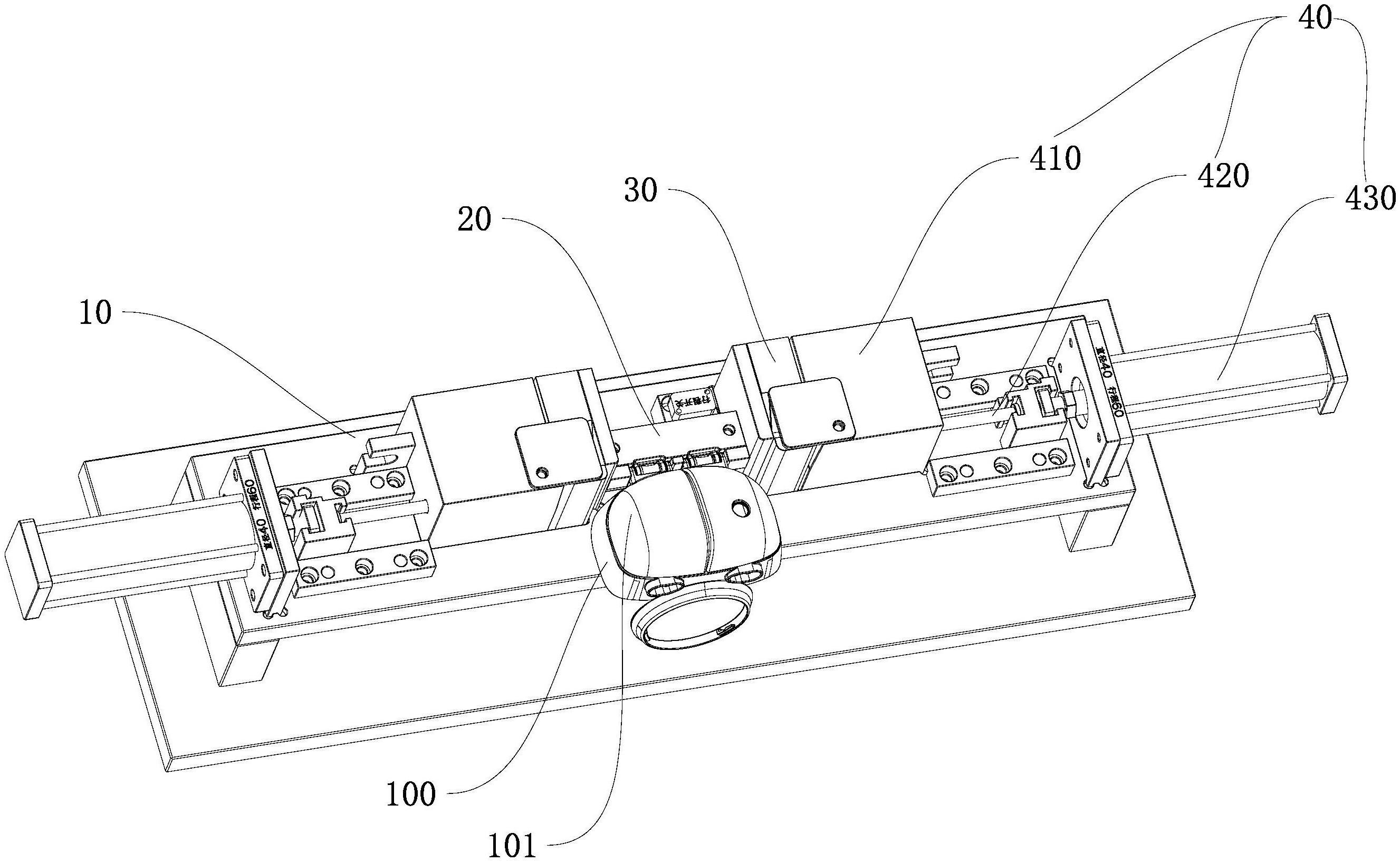
2、按此目的设计的一种水杯销轴自动装配夹具,包括基座,所述基座上设有用于定位产品元件的装配座,所述装配座的左右两侧分别依次设有销轴存料组件和用于将所述销轴推入至产品内部的推料组件;
3、所述装配座上左右分别设有两个向下凹陷的第一定位容腔,所述第一定位容腔的后侧开口设置,在所述第一定位容腔靠后侧的下端面上设有向下凹陷的第一定位槽,所述第一定位槽的后侧开口设置,在左右两个第一定位容腔之间的装配座上设有向上凸起的定位块,在所述装配座的左右两侧设有左右贯穿的销轴输入口,所述销轴输入口与所述销轴存料组件互相连通。
4、作为优选,所述销轴存料组件包括设置在所述基座上的物料座,所述物料座与所述装配座贴合设置,在所述物料座内设有上端开孔的v型料腔,所述v型料腔的底端连通有出料通道,所述出料通道与所述销轴输入口互相连通。
5、作为优选,所述推料组件包括与所述物料座贴合设置的导向座,所述导向座上设有与所述出料通道互相连通且左右贯穿所述导向座的导向通道,在所述导向通道内活动设置有推动杆,在所述基座上安装有第一气缸,所述第一气缸的气缸轴与所述推动杆相连接。
6、作为优选,所述装配座上可拆卸连接有用于压持各个产品元件上端面上的定位盖板。
7、作为优选,所述销轴输入口与所述第一定位容腔之间的装配座上设有前后贯穿的导向槽,所述导向槽内设有限位槽,在所述导向槽内设有触发顶针,所述触发顶针上设有限位块,所述限位块设置在所述限位槽内,在所述限位块后侧的触发顶针上套设有复位弹簧,所述复位弹簧一端与所述限位块贴合、另一端与所述限位槽内壁贴合,所述触发顶针后侧的基座上安装有行程开关。
8、本实用新型具有对产品元件实现定位限制,自动压入销轴,减少操作流程,降低组装难度的优点,与现有的技术相比,包括基座,所述基座上设有用于定位产品元件的装配座,所述装配座的左右两侧分别依次设有销轴存料组件和用于将所述销轴推入至产品内部的推料组件,所述装配座上左右分别设有两个向下凹陷的第一定位容腔,所述第一定位容腔的后侧开口设置,在所述第一定位容腔靠后侧的下端面上设有向下凹陷的第一定位槽,所述第一定位槽的后侧开口设置,在左右两个第一定位容腔之间的装配座上设有向上凸起的定位块,在所述装配座的左右两侧设有左右贯穿的销轴输入口,所述销轴输入口与所述销轴存料组件互相连通。本实用新型在实际使用时,将吊环先放入至第一定位容腔内,同时吊环的后侧位于第一定位槽内,然后将组合好的水杯构件与杯盖由后向前移动至第一定位槽内,直至杯盖铰接座和水杯铰接座移动至第一定位槽内,从而使杯盖铰接座、水杯铰接座和吊环同时位于第一定位槽内,然后通过启动推料组件将位于销轴存料组件内的一根销轴依次推入至杯盖铰接座、水杯铰接座和吊环内,将三者串联在一起,以实现将三者互相铰接设置。本实用新型能有效的降低操作难度,减少人工操作的步骤,从而有效的提高组装效率。
技术特征:
1.一种水杯销轴自动装配夹具,包括基座(10),其特征在于:所述基座(10)上设有用于定位产品元件的装配座(20),所述装配座(20)的左右两侧分别依次设有销轴存料组件(30)和用于将所述销轴推入至产品内部的推料组件(40);
2.根据权利要求1所述的一种水杯销轴自动装配夹具,其特征在于:所述销轴存料组件(30)包括设置在所述基座(10)上的物料座(300),所述物料座(300)与所述装配座(20)贴合设置,在所述物料座(300)内设有上端开孔的v型料腔(310),所述v型料腔(310)的底端连通有出料通道(320),所述出料通道(320)与所述销轴输入口(240)互相连通。
3.根据权利要求2所述的一种水杯销轴自动装配夹具,其特征在于:所述推料组件(40)包括与所述物料座(300)贴合设置的导向座(410),所述导向座(410)上设有与所述出料通道(320)互相连通且左右贯穿所述导向座(410)的导向通道(411),在所述导向通道(411)内活动设置有推动杆(420),在所述基座(10)上安装有第一气缸(430),所述第一气缸(430)的气缸轴与所述推动杆(420)相连接。
4.根据权利要求1至3中任一项所述的一种水杯销轴自动装配夹具,其特征在于:所述装配座(20)上可拆卸连接有用于压持各个产品元件上端面上的定位盖板(70)。
5.根据权利要求1至3中任一项所述的一种水杯销轴自动装配夹具,其特征在于:在所述销轴输入口(240)与所述第一定位容腔(210)之间的装配座(20)上设有前后贯穿的导向槽(250),所述导向槽(250)内设有限位槽(260),在所述导向槽(250)内设有触发顶针(60),所述触发顶针(60)上设有限位块(610),所述限位块(610)设置在所述限位槽(260)内,在所述限位块(610)后侧的触发顶针(60)上套设有复位弹簧(620),所述复位弹簧(620)一端与所述限位块(610)贴合、另一端与所述限位槽(260)内壁贴合,所述触发顶针(60)后侧的基座(10)上安装有行程开关(50)。
技术总结
本技术公开一种水杯销轴自动装配夹具,包括基座,基座上设有用于定位产品元件的装配座,装配座的左右两侧分别依次设有销轴存料组件和用于将销轴推入至产品内部的推料组件,装配座上左右分别设有两个向下凹陷的第一定位容腔,第一定位容腔的后侧开口设置,在第一定位容腔靠后侧的下端面上设有向下凹陷的第一定位槽,第一定位槽的后侧开口设置,在左右两个第一定位容腔之间的装配座上设有向上凸起的定位块,在装配座的左右两侧设有左右贯穿的销轴输入口,销轴输入口与销轴存料组件互相连通。与现有的技术相比,本技术具有对产品元件实现定位限制,自动压入销轴,减少操作流程,降低组装难度的优点。
技术研发人员:涂爱琴,张健
受保护的技术使用者:中山市雄兵橡胶有限公司
技术研发日:20230410
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!