贴膜玻璃的修边膜机构的制作方法
本技术涉及玻璃贴膜的装置,特别涉及修边膜装置。
背景技术:
1、现有的修边膜机构是通过人手或自动切力后再通过人员去撕开切边部分废膜;要有一个或二个人员(左右侧各一个人员)站在玻璃的两侧进行操作,未能实现自动排膜。
技术实现思路
1、本实用新型的目的在于提供一种贴膜玻璃的修边膜机构,实现自动排膜。
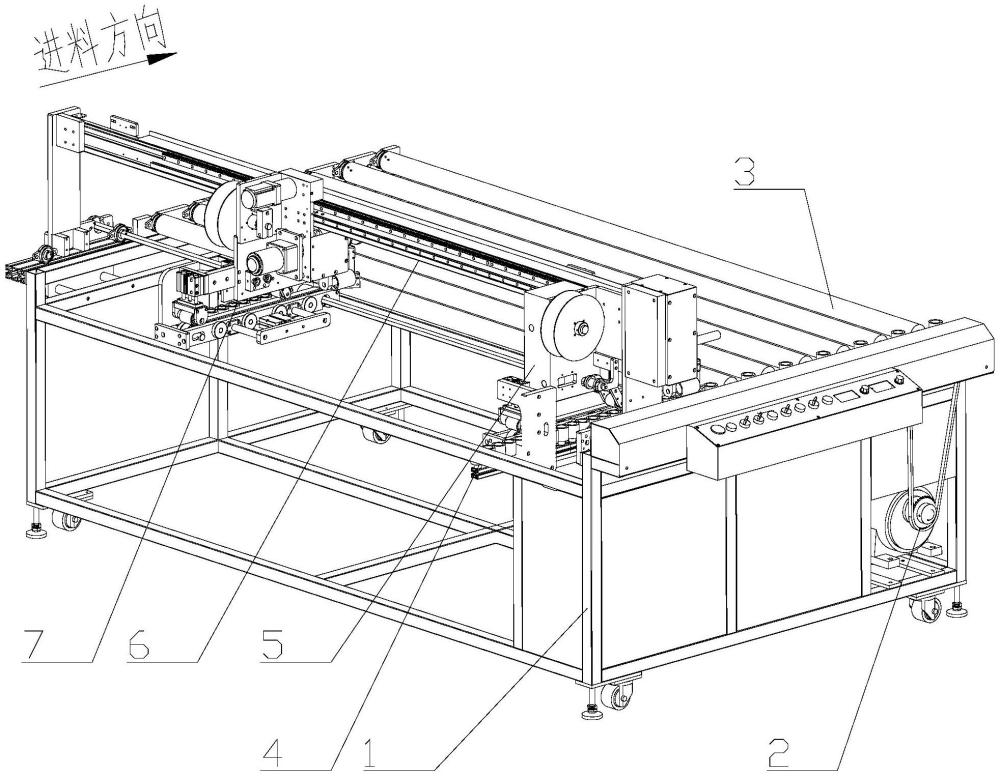
2、本实用新型为达到上述目的所采用的一个技术方案是:一种贴膜玻璃的修边膜机构,包括机架组件、主动力组件、输送平台、定位组件、前端修边装置、后端修边装置移动机构、后端修边装置,输送平台、定位组件、前端修边装置、后端修边装置移动机构、后端修边装置设置在机架组件上,主动力组件给输送平台提供动力;定位组件设置在输送平台的一侧,前端修边装置设置在定位组件上,前端修边装置、后端修边装置设置在输送平台前;后端修边装置移动机构安装在后端修边装置上。
3、优选地,机架组件包括调节脚杯、脚轮、底架、电控箱、操作面板,调节脚杯和脚轮设置在底架的底部,电控箱和操作面板安装在底架的侧边上。
4、优选地,输送平台包括平台输送辊、输送辊安装轴承座、输送辊动力同步带轮、输送辊动力传动同步带,在底架的顶部两侧分别设置侧板,侧板上分别对应安装若干输送辊安装轴承座,若干平台输送辊对应安装在输送辊安装轴承座上,每个平台输送辊的一端设置输送辊动力同步带轮,输送辊动力传动同步带安装在输送辊动力同步带轮上。
5、优选地,定位组件包括定位柱轴心板、定位柱、定位柱安装横梁,若干定位柱间距地安装在定位柱安装横梁上。
6、优选地,前端修边装置包括压刀板一、压刀装置、压刀装置转轴、压刀装置升降气缸一、压膜机构导向轮一、放卷轴装置一、压膜机构一、收卷电机一、收卷离合器、收卷轴装置一、收卷轴导向轮一、收卷撕膜分离板一,压刀板一设置在压刀装置的一端,压刀装置的另一端通过压刀装置转轴铰接在压刀装置安装板上,压刀装置升降气缸一的动作端铰接在压刀装置上;压膜机构导向轮一安装在压膜机构一上,压膜机构导向轮一设置在压刀装置的后面;收卷电机一通过收卷离合器驱动收卷轴装置一,废边膜经收卷撕膜分离板一、收卷轴导向轮一由收卷轴装置一收卷。
7、优选地,设有压刀装置前后微调螺丝,压刀装置前后微调螺丝调节压刀装置的前后位置。
8、优选地,后修边装置移动机构包括机头组件移动电机、传动齿轮、传动齿条、移动滑轨,传动齿轮安装在机头组件移动电机上,齿条和移动滑轨安装在横梁上。
9、优选地,后修边装置包括修边装置侧定气缸、修边装置侧定位导向杆、修边装置侧定位轮安装板、修边装置侧定位轮、压膜机构导向轮二、压膜机构二、压膜机构导向轮压力调节螺丝、放卷轴装置二、收卷撕膜分离板二、收卷轴导向轮二、收卷轴装置二、收卷轴装置磁粉离合器、放卷装置张力调节件、收卷电机二、压膜机构第二导向轮、压刀装置升降气缸二、压刀装置二、压刀板二、修边装置动力传动轴、压刀装置微调导向轴、输送带调节螺杆,修边装置侧定气缸的动作端连接定位板,定位板安装在修边装置侧定位导向杆上;若干修边装置侧定位轮安装在修边装置侧定位轮安装板上;压膜机构导向轮二和压膜机构第二导向轮安装在压膜机构二上;放卷轴装置二设置在压膜机构二上方,放卷轴装置二安装在放卷装置张力调节件上;收卷撕膜分离板二设置在末段,收卷轴导向轮二设置在收卷撕膜分离板二的一侧,收卷轴装置二设置在收卷轴导向轮二的上方,收卷轴装置二安装在收卷轴装置磁粉离合器的输出端,收卷轴装置磁粉离合器的输入端与收卷电机二的输出端连接;压刀装置二设置在前段,压刀板二设置在压刀装置的一端,压刀装置二的另一端铰接在压刀装置安装板上,压刀装置升降气缸二的动作端铰接在压刀装置二上;压刀装置安装板上设置压刀装置微调导向轴;修边装置侧定位轮的一侧设有输送带,输送带通过设置在输送带一端的输送带主动轮连接修边装置动力传动轴传动运转;在输送带另一端的输送带从动轮设有输送带调节螺杆。
10、本实用新型不再需要人员进行手工撕膜,可实行机械自动化,节省人力资源。
技术特征:
1.一种贴膜玻璃的修边膜机构,其特征在于:包括机架组件(1)、主动力组件(2)、输送平台(3)、定位组件(4)、前端修边装置(5)、后端修边装置移动机构(6)、后端修边装置(7),输送平台(3)、定位组件(4)、前端修边装置(5)、后端修边装置移动机构(6)、后端修边装置(7)设置在机架组件(1)上,主动力组件(2)给输送平台(3)提供动力;定位组件(4)设置在输送平台(3)的一侧,前端修边装置(5)设置在定位组件(4)上,前端修边装置(5)、后端修边装置(7)设置在输送平台(3)前;后端修边装置移动机构(6)安装在后端修边装置(7)上。
2.根据权利要求1所述的贴膜玻璃的修边膜机构,其特征在于:机架组件(1)包括调节脚杯(11)、脚轮(12)、底架(13)、电控箱(14)、操作面板(15),调节脚杯(11)和脚轮(12)设置在底架(13)的底部,电控箱(14)和操作面板(15)安装在底架(13)的侧边上。
3.根据权利要求1所述的贴膜玻璃的修边膜机构,其特征在于:主动力组件(2)包括主动力电机(21)、主动力电机安装板(22)、主动力电机同步带轮(23)、主动力电机同步带(24)、主动力电机同步带保护罩(25),主动力电机安装板(22)安装在底架(13)上,主动力电机(21)安装在主动力电机安装板(22)上,主动力电机(21)的输出端设置主动力电机同步带轮(23)。
4.根据权利要求1所述的贴膜玻璃的修边膜机构,其特征在于:输送平台(3)包括平台输送辊(31)、输送辊安装轴承座(32)、输送辊动力同步带轮、输送辊动力传动同步带,在底架(13)的顶部两侧分别设置侧板,侧板上分别对应安装若干输送辊安装轴承座(32),若干平台输送辊(31)对应安装在输送辊安装轴承座(32)上,每个平台输送辊(31)的一端设置输送辊动力同步带轮,输送辊动力传动同步带安装在输送辊动力同步带轮上。
5.根据权利要求1所述的贴膜玻璃的修边膜机构,其特征在于:定位组件(4)包括定位柱轴心板(41)、定位柱(42)、定位柱安装横梁(43),若干定位柱(42)间距地安装在定位柱安装横梁(43)上。
6.根据权利要求1所述的贴膜玻璃的修边膜机构,其特征在于:前端修边装置(5)包括压刀板一(51)、压刀装置一(52)、压刀装置转轴(53)、压刀装置升降气缸一(54)、压膜机构导向轮一(56)、放卷轴装置一(57)、压膜机构一(58)、收卷电机一(59)、收卷离合器(510)、收卷轴装置一(511)、收卷轴导向轮一(512)、收卷撕膜分离板一(513),压刀板一(51)设置在压刀装置一(52)的一端,压刀装置一(52)的另一端通过压刀装置转轴(53)铰接在压刀装置安装板上,压刀装置升降气缸一(54)的动作端铰接在压刀装置一(52)上;压膜机构导向轮一(56)安装在压膜机构一(58)上,压膜机构导向轮一(56)设置在压刀装置一(52)的后面;收卷电机一(59)通过收卷离合器(510)驱动收卷轴装置一(511),废边膜经收卷撕膜分离板一(513)、收卷轴导向轮一(512)由收卷轴装置一(511)收卷。
7.根据权利要求6所述的贴膜玻璃的修边膜机构,其特征在于:设有压刀装置前后微调螺丝(55),压刀装置前后微调螺丝(55)调节压刀装置一(52)的前后位置。
8.根据权利要求1所述的贴膜玻璃的修边膜机构,其特征在于:后端修边装置移动机构(6)包括机头组件移动电机(61)、传动齿轮(62)、传动齿条(63)、移动滑轨(64),传动齿轮(62)安装在机头组件移动电机(61)上,齿条(63)和移动滑轨(64)安装在横梁上。
9.根据权利要求1所述的贴膜玻璃的修边膜机构,其特征在于:后端修边装置(7)包括修边装置侧定气缸(71)、修边装置侧定位导向杆(72)、修边装置侧定位轮安装板(73)、修边装置侧定位轮(74)、压膜机构导向轮二(75)、压膜机构二(76)、压膜机构导向轮压力调节螺丝(77)、放卷轴装置二(78)、收卷撕膜分离板二(79)、收卷轴导向轮二(710)、收卷轴装置二(711)、收卷轴装置磁粉离合器(712)、放卷装置张力调节件(713)、收卷电机二(714)、压膜机构第二导向轮(715)、压刀装置升降气缸二(716)、压刀装置二(717)、压刀板二(718)、修边装置动力传动轴(719)、压刀装置微调导向轴(720)、输送带调节螺杆(721),修边装置侧定气缸(71)的动作端连接定位板,定位板安装在修边装置侧定位导向杆(72)上;若干修边装置侧定位轮(74)安装在修边装置侧定位轮安装板(73)上;压膜机构导向轮二(75)和压膜机构第二导向轮(715)安装在压膜机构二(76)上;放卷轴装置二(78)设置在压膜机构二(76)上方,放卷轴装置二(78)安装在放卷装置张力调节件(713)上;收卷撕膜分离板二(79)设置在末段,收卷轴导向轮二(710)设置在收卷撕膜分离板二(79)的一侧,收卷轴装置二(711)设置在收卷轴导向轮二(710)的上方,收卷轴装置二(711)安装在收卷轴装置磁粉离合器(712)的输出端,收卷轴装置磁粉离合器(712)的输入端与收卷电机二(714)的输出端连接;压刀装置二(717)设置在前段,压刀板二(718)设置在压刀装置二(717)的一端,压刀装置二(717)的另一端铰接在压刀装置安装板上,压刀装置升降气缸二(716)的动作端铰接在压刀装置二(717)上;压刀装置安装板上设置压刀装置微调导向轴(720);修边装置侧定位轮(74)的一侧设有输送带,输送带通过设置在输送带一端的输送带主动轮连接修边装置动力传动轴(719)传动运转;在输送带另一端的输送带从动轮设有输送带调节螺杆(721)。
技术总结
一种贴膜玻璃的修边膜机构,包括机架组件(1)、主动力组件(2)、输送平台(3)、定位组件(4)、前修边装置(5)、后修边装置移动机构(6)、后修边装置(7),输送平台(3)、定位组件(4)、前修边装置(5)、后修边装置移动机构(6)、后修边装置(7)设置在机架组件(1)上,主动力组件(2)给输送平台(3)提供动力;定位组件(4)设置在输送平台(3)的一侧,前修边装置(5)设置在定位组件(4)上,前修边装置(5)、后修边装置(7)设置在输送平台(3)前;后修边装置移动机构(6)安装在后修边装置(7)上。本技术不再需要人员进行手工撕膜,可实行机械自动化,节省人力资源。
技术研发人员:黄世锋,黄世添,官建裕,张镇国
受保护的技术使用者:深圳市龙锋泰自动化有限公司
技术研发日:20230403
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!