一种单缸和/或双缸产品加工夹具的制作方法
本技术涉及加工夹具,尤其涉及一种单缸和/或双缸产品加工夹具。
背景技术:
1、单双缸产品切换时,夹具互相拆除(使用外协汽车吊具)、单缸产品使用四轴夹具,双缸产品使用2套弯板及1套平板夹具,夹具找正繁琐,需要对单缸四轴夹具的旋转角度、工作台x轴水平方向、各加工面旋转角度坐标系进行调整;双缸弯板夹具及平板夹具的x轴水平方向、z轴的水平方向及3套夹具的坐标系进行找正调整;以上工作浪费大量时间,基本上4小时左右;并每次送检首件检测后需要微调整,产品报废,成本高,不能保证一次合格率。
技术实现思路
1、本实用新型主要解决现有技术的夹具在单缸、双缸产品切换时需要互相拆除等技术问题,提出一种单缸和/或双缸产品加工夹具,提高工作效率,真正实现快速换模,消除换产时间,提高换产效率,节省人力物力,保证切换加工产品一次合格率,消除废品,降低成本。
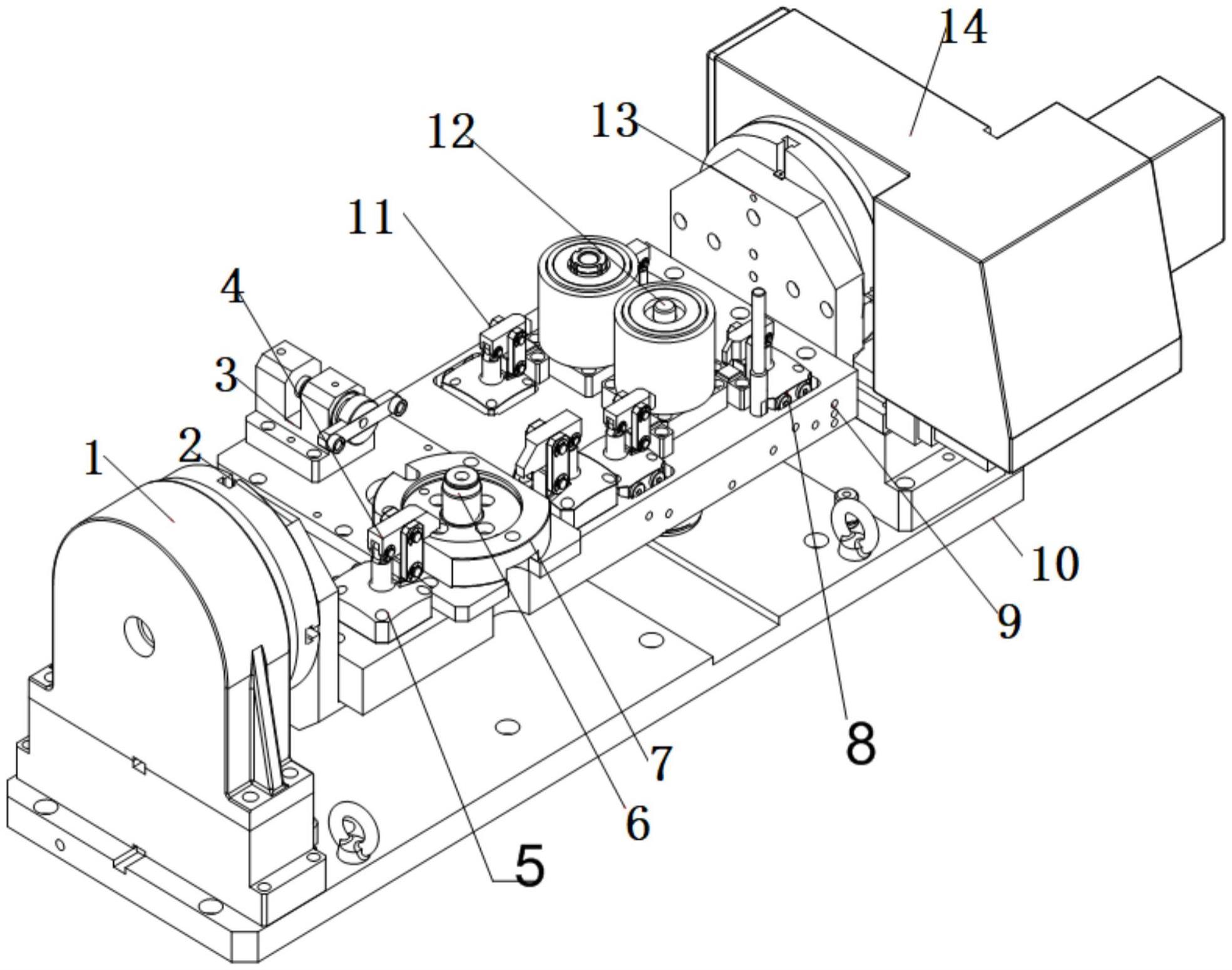
2、本实用新型提供了一种单缸和/或双缸产品加工夹具,包括:底板、桥板、分度台、夹具尾座、单缸夹紧组件和双缸夹紧组件;
3、所述底板上两端分别设置分度台和夹具尾座;所述底板上、分度台和夹具尾座之间设置桥板;
4、所述桥板上两端分别设置单缸夹紧组件和双缸夹紧组件。
5、进一步的,所述单缸夹紧组件包括:定位油缸、定位柱、定位盘和两个单缸夹紧油缸;
6、所述定位盘和定位油缸对称设置在桥板上两侧;所述定位盘中部设置定位柱;所述定位盘两侧、桥板上沿长度方向分别设置单缸夹紧油缸;所述单缸夹紧油缸的活塞端设置单缸压板;所述定位油缸活塞端设置定位板。
7、进一步的,所述定位盘和定位油缸通过连接板设置在桥板上;所述桥板上、连接板两侧分别设置单缸夹紧油缸。
8、进一步的,所述双缸夹紧组件包括:两个拉紧定位波纹套和四个双缸夹紧油缸;
9、所述两个拉紧定位波纹套并列设置在桥板上;所述拉紧定位波纹套两侧、桥板上侧端分别设置双缸夹紧油缸;所述双缸夹紧油缸活塞端设置双缸压板。
10、进一步的,其中一个双缸夹紧油缸前端设置装夹防错杆。
11、进一步的,所述拉紧定位波纹套通过波纹套底座设置在桥板上;所述桥板上、波纹套底座两侧分别设置双缸夹紧油缸。
12、进一步的,所述桥板两端分别通过第一耳板和第二耳板与夹具尾座和分度台连接。
13、进一步的,所述底板上、分度台和夹具尾座之间设置多个吊环。
14、本实用新型提供的一种单缸和/或双缸产品加工夹具与现有技术相比,有以下优点:
15、1、本实用新型可以同时对单缸和双缸产品定位夹具,取消了单双缸产品加工时需要互相拆除的过程,取消外协汽车吊具,降低成本,消除安全隐患;
16、2、本实用新型可以同时对单缸和/或双缸产品定位夹具提高换产效率,节省人力物力;
17、3、本实用新型夹具带有单缸夹紧组件和双缸夹紧组件,切换时无需拆卸夹具及夹具找正等消除人为因素,保证产品一次合格率,消除废品,降低成本;消除换产时拆卸及安装夹具的时间。
技术特征:
1.一种单缸和/或双缸产品加工夹具,其特征在于,包括:底板(10)、桥板(9)、分度台(14)、夹具尾座(1)、单缸夹紧组件和双缸夹紧组件;
2.根据权利要求1所述的单缸和/或双缸产品加工夹具,其特征在于,所述单缸夹紧组件包括:定位油缸(3)、定位柱(6)、定位盘(7)和两个单缸夹紧油缸(5);
3.根据权利要求2所述的单缸和/或双缸产品加工夹具,其特征在于,所述定位盘(7)和定位油缸(3)通过连接板设置在桥板(9)上;所述桥板(9)上、连接板两侧分别设置单缸夹紧油缸(5)。
4.根据权利要求1所述的单缸和/或双缸产品加工夹具,其特征在于,所述双缸夹紧组件包括:两个拉紧定位波纹套(12)和四个双缸夹紧油缸(8);
5.根据权利要求4所述的单缸和/或双缸产品加工夹具,其特征在于,其中一个双缸夹紧油缸(8)前端设置装夹防错杆。
6.根据权利要求4所述的单缸和/或双缸产品加工夹具,其特征在于,所述拉紧定位波纹套(12)通过波纹套底座设置在桥板(9)上;所述桥板(9)上、波纹套底座两侧分别设置双缸夹紧油缸(8)。
7.根据权利要求1所述的单缸和/或双缸产品加工夹具,其特征在于,所述桥板(9)两端分别通过第一耳板(2)和第二耳板(13)与夹具尾座(1)和分度台(14)连接。
8.根据权利要求1所述的单缸和/或双缸产品加工夹具,其特征在于,所述底板(10)上、分度台(14)和夹具尾座(1)之间设置多个吊环。
技术总结
本技术涉及一种单缸和/或双缸产品加工夹具,包括,底板、桥板、分度台、夹具尾座、单缸夹紧组件和双缸夹紧组件;所述底板上两端分别设置分度台和夹具尾座;所述底板上、分度台和夹具尾座之间设置桥板;所述桥板上两端分别设置单缸夹紧组件和双缸夹紧组件。本技术夹具提高工作效率,实现快速换模,消除换产时间,提高换产效率。
技术研发人员:李德鹏,杨小明,高翔,孔繁杰,黄富峰,毛海涛
受保护的技术使用者:大连创新零部件制造公司
技术研发日:20230418
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!