一种上电极安装工具的制作方法
本申请涉及电极安装工具,具体涉及一种上电极安装工具。
背景技术:
1、在对现有技术的研究和实践过程中,现有的上电极安装未有特定的安装工具。在进行上电极的安装时,需要双人一起将上电极搬运至机台上,进行定位安装。但是,其一,上电极本身表面光滑,机台间隙小,不利于搬运。其二,上电极安装时需要定位,需要两个人同时搬运放到定位槽,不易抓取。其三,安装纯硅电极从底部上螺丝,安装会存在一定的间隙,无法控制间隙大小。其四,由于电极是纯硅制成,强度低、韧性差、比较脆,易因为螺丝力矩不平衡导致内应力压碎电极。由于电极较大,无法确定电极中心的安装水平,从而遭受电极内部间隙存在颗粒物影响,使日常维护失败。
2、因此,如何提供一种上电极的安装工具,以减少上电极安装的困难是目前亟待解决的问题
技术实现思路
1、本申请实施例提供一种上电极的安装工具,可以解决目前上电极安装困难的技术问题。
2、本申请实施例提供一种上电极安装工具,包括:
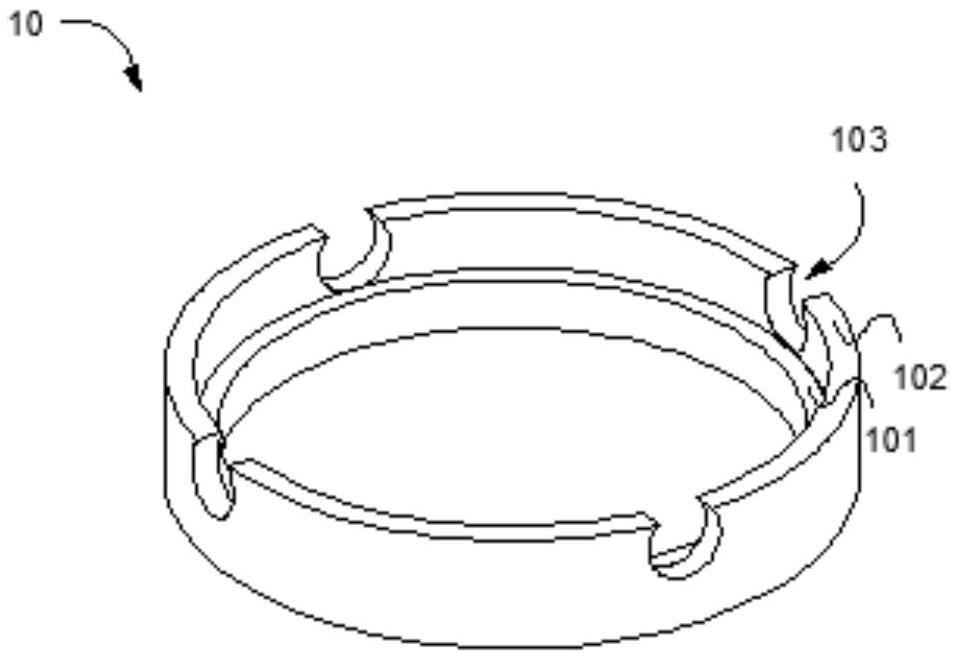
3、主体部,所述主体部为环形结构;
4、支撑部,所述支撑部为设于所述主体部上的环形结构,所述支撑部上开设有多个定位孔。
5、在本申请实施例提供的上电极安装工具中,所述支撑部的内径小于所述主体部的内径,所述支撑部的外径与所述主体部的外径相同。
6、在本申请实施例提供的上电极安装工具中,所述支撑部开设有至少四个定位孔。
7、在本申请实施例提供的上电极安装工具中,多个所述定位孔在所述支撑部上等距分布。
8、在本申请实施例提供的上电极安装工具中,所述定位孔为弧形槽孔。
9、在本申请实施例提供的上电极安装工具中,所述支撑部上设有至少八个安装孔点位。
10、在本申请实施例提供的上电极安装工具中,所述安装孔点位至少在每个所述定位孔两侧分别设有一个。
11、在本申请实施例提供的上电极安装工具中,多个所述安装孔点位在所述支撑部上等距分布。
12、在本申请实施例提供的上电极安装工具中,所述主体部的内径为370~380mm,所述主体部的外径为400~410mm。
13、在本申请实施例提供的上电极安装工具中,所述支撑部的内径为380~390mm,所述支撑部的外径为400~410mm。
14、在本申请实施例提供的上电极安装工具中,上电极安装工具包括主体部和设于主体部上的支撑部,支撑部和主体部均为环形结构,且支撑部上开设有多个定位孔。其中,在本申请实施例提供的上电极安装工具安装上电极时,先将电极放置水平,再将冷却气体分配盘从左上方垂直放入对应的定位孔,然后将螺丝按照标记的序号依次上紧,最后将冷却气体分配盘连带上电极垂直向上提出。因此,采用在本申请实施例提供的上电极安装工具安装上电极,可以提高安装速度,同时还能减少零部件的损坏概率。
技术特征:
1.一种上电极安装工具,其特征在于,包括:
2.根据权利要求1所述的上电极安装工具,其特征在于,所述支撑部的内径小于所述主体部的内径,所述支撑部的外径与所述主体部的外径相同。
3.根据权利要求1所述的上电极安装工具,其特征在于,多个所述定位孔在所述支撑部上等距分布。
4.根据权利要求1所述的上电极安装工具,其特征在于,所述定位孔为弧形槽孔。
5.根据权利要求1所述的上电极安装工具,其特征在于,所述安装孔点位至少在每个所述定位孔两侧分别设有一个。
6.根据权利要求1所述的上电极安装工具,其特征在于,多个所述安装孔点位在所述支撑部上等距分布。
7.根据权利要求1所述的上电极安装工具,其特征在于,所述主体部的内径为370~380mm,所述主体部的外径为400~410mm。
8.根据权利要求1所述的上电极安装工具,其特征在于,所述支撑部的内径为380~390mm,所述支撑部的外径为400~410mm。
技术总结
在本申请实施例提供的上电极安装工具中,上电极安装工具包括主体部和设于主体部上的支撑部,支撑部和主体部均为环形结构,且支撑部上开设有多个定位孔。其中,在本申请实施例提供的上电极安装工具安装上电极时,先将电极放置水平,再将冷却气体分配盘从左上方垂直放入对应的定位孔,然后将螺丝按照标记的序号依次上紧,最后将冷却气体分配盘连带上电极垂直向上提出。因此,采用在本申请实施例提供的上电极安装工具安装上电极,可以提高安装速度,同时还能减少零部件的损坏概率。
技术研发人员:刘亚辉,张泽辉,李锦锋,张奉
受保护的技术使用者:粤芯半导体技术股份有限公司
技术研发日:20230424
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!