通用式压缩机用曲轴压装吸油管工装的制作方法
本技术通用式压缩机用曲轴压装吸油管工装,涉及压缩机装配工装,尤其涉及一种通用式压缩机用曲轴压装吸油管工装。
背景技术:
1、目前,针对压缩机曲轴、吸油管长度不同、曲轴吸油管压入深度不同的现状,采用一种曲轴一套工装的形式进行生产,现有工装为保证曲轴与吸油管在压装过程中保持同轴采用硬限位的方式,现有工装通过曲轴偏心部硬限位保证曲轴位置的一致性,现有工装将吸油管定位装置与油压机压头相连接,在实际生产时需根据曲轴偏心量的不同切换对应的曲轴定位工装,在工装切换后调整曲轴定位工装与吸油管定位装置的同轴度并根据曲轴长度以及吸油管长度、吸油管压入深度调整油压机行程,为保证产品尺寸合格,还需要花费大量时间进行调整。同时大量的工装无疑增加了生产成本、对工装进行规范管理又产生了高额的管理成本,工装在频繁切换过程中极易产生异常磨损同时也极大的影响了生产效率。
2、针对上述现有技术中所存在的问题,研究设计一种新型的通用式压缩机用曲轴压装吸油管工装,从而克服现有技术中所存在的问题是十分必要的。
技术实现思路
1、根据上述现有技术提出的不同规格的曲轴和吸油管装配,需反复更换工装,更换后续花费大量时间调整,工装的频繁更换极易产生损耗,同时还浪费时间,并且增加了工装的购置成本和管理成本等技术问题,而提供一种通用式压缩机用曲轴压装吸油管工装。本实用新型主要通过一套曲轴定位结构及吸油管定位结构配合可调整压装深度的导向压装结构,对不同规格的曲轴以及吸油管进行压装,从而实现一套工装对不同长度曲轴和吸油管的压装,提高了生产效率、降低了工装设计、制造、维护和管理成本。
2、本实用新型采用的技术手段如下:
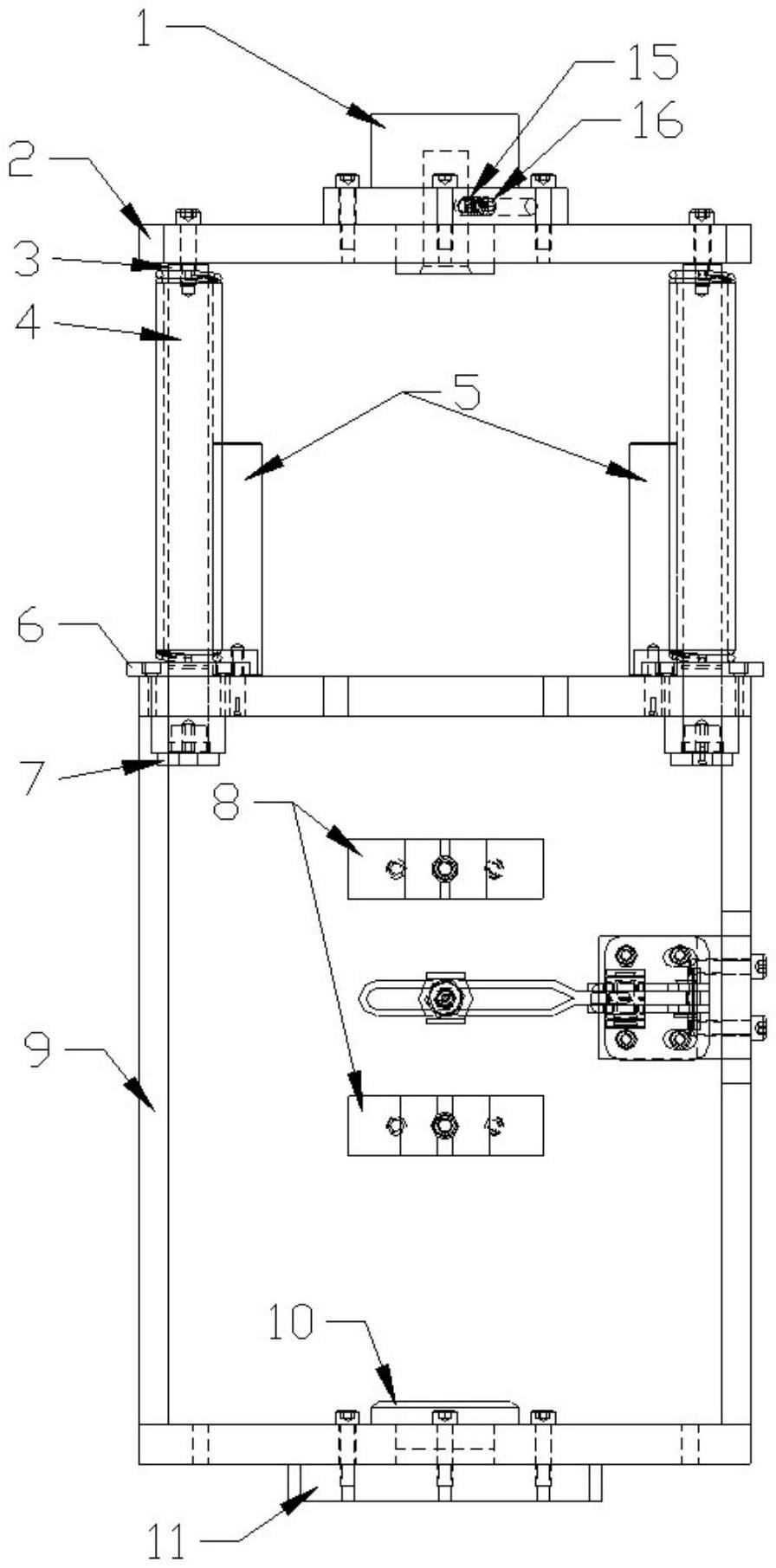
3、一种通用式压缩机用曲轴压装吸油管工装包括:吸油管定位结构、导向压装结构、定位柱、主框架和曲轴定位结构;
4、进一步地,吸油管定位结构装于导向压装结构上,用于装配待压装的吸油管,并随导向压装结构一同下压完成压装工作;
5、进一步地,导向压装结构装于主框架的顶部;
6、进一步地,定位柱为可更换结构,装于主框架的顶端,用于限制导向压装结构的下压行程;
7、进一步地,曲轴定位结构装于主框架上,用于对曲轴进行定位固定,配合导向压装结构和吸油管定位结构对吸油管和曲轴的压装起到定位支撑作用。
8、进一步地,所述的主框架为框架结构;
9、进一步地,主框架具有顶板、背板、底板以及至少一个侧板。
10、进一步地,导向复位结构包括:定位板、导向轴、压缩弹簧、无油衬套和限位环;
11、进一步地,导向轴为四根,分别套装有压缩弹簧;
12、进一步地,导向轴通过无油衬套均布装于主框架顶板的四个角部;
13、进一步地,导向轴的底部通过限位环与无油衬套进行限位防脱;
14、进一步地,导向轴的顶端通过螺栓与定位板固定连接。
15、进一步地,吸油管定位结构吸油管定位帽、球头柱塞和顶丝;
16、进一步地,吸油管定位帽通过螺栓固定装于顶板的上部,并位于顶板的中心位置;
17、进一步地,吸油管定位帽上设置有柱塞孔,用于装配球头柱塞和顶丝;柱塞孔与吸油管定位帽下部开设用于吸油管定位的定位孔相通;
18、进一步地,吸油管定位帽的下端穿过顶板的中心孔;
19、进一步地,吸油管由下向上穿过顶板套装在吸油管定位帽的定位孔中,并通过球头柱塞和顶丝进行固定。
20、进一步地,曲轴定位结构包括:两个v型块、l型支架、肘夹和铜垫块;
21、进一步地,两个v型块上下排列固定装于主框架的背板中部,两个v型块的中心连线与吸油管定位帽定位孔的中心在同一平面上;
22、进一步地,铜垫块设置于主框架底板的上部中心位置,用于放置曲轴;
23、进一步地,肘夹通过l型支架固定装于主框架的一侧侧板,拉动肘夹,通过其前端固定的弹性压头对曲轴进行夹持固定。
24、进一步地,定位柱至少设置两个,通过螺钉对称固定装于主框架的顶板上部的两侧,可以限制顶板向下运动的位置;
25、进一步地,定位柱根据待压装曲轴的长度不同,选择不同尺寸的定位柱。
26、进一步地,主框架的底部通过滑动板与油压机相连接,通过滑动板滑动将主框架推进推出油压机。
27、本实用新型的使用方式为:
28、1、吸油管固定:将吸油管由下向上插入到吸油管定位帽的定位孔中,由吸油管定位帽、球头柱塞、顶丝共同作用实现吸油管固定;
29、2、曲轴定位:操作者手动将曲轴竖直放置在铜垫块上,使曲轴与两个v型块同时接触,操作者向后方拉动肘夹压杆,肘夹前端固定的弹性压头向曲轴所在位置运动最终与曲轴接触实现曲轴固定;
30、3、压装:固定好后操作者将本实用新型工装推入油压机中,操作者双手启动油压机,油压机压头带动顶板运动直到顶板与定位柱接触完成吸油管与曲轴的压装,压装完成后油压机压头退回原位置,顶板在压缩弹簧弹性作用下也恢复原位,操作者拉出本实用新型工装,打开肘夹取下加工完成的曲轴组件,作业完成。
31、4、准备工作中需根据吸油管和曲轴的规格,选择与之相配的定位柱并进行装配。
32、较现有技术相比,本实用新型具有以下优点:
33、1、本实用新型提供的通用式压缩机用曲轴压装吸油管工装,通过在主框架上设置上下同轴定位吸油管定位结构和曲轴定位结构,实现了吸油管和曲轴的同轴定位固定,便于压装的精度;
34、2、本实用新型提供的通用式压缩机用曲轴压装吸油管工装,通过设置可更换的定位柱,实现对不同规格的曲轴与吸油管的压装,减少了反复更换工装的时间,提高了压装效率;
35、3、本实用新型提供的通用式压缩机用曲轴压装吸油管工装,无需反复更换工装,避免了因频繁更换工装而造成的工装磨损等生产损耗,减少了购置成本和管理成本的浪费。
36、综上,应用本实用新型的技术方案解决了现有技术中的不同规格的曲轴和吸油管装配,需反复更换工装,更换后续花费大量时间调整,工装的频繁更换极易产生损耗,同时还浪费时间,并且增加了工装的购置成本和管理成本等问题。
技术特征:
1.一种通用式压缩机用曲轴压装吸油管工装,其特征在于:
2.根据权利要求1所述的通用式压缩机用曲轴压装吸油管工装,其特征在于:
3.根据权利要求1所述的通用式压缩机用曲轴压装吸油管工装,其特征在于:
4.根据权利要求1所述的通用式压缩机用曲轴压装吸油管工装,其特征在于:
5.根据权利要求1所述的通用式压缩机用曲轴压装吸油管工装,其特征在于:
6.根据权利要求1所述的通用式压缩机用曲轴压装吸油管工装,其特征在于:
7.根据权利要求6所述的通用式压缩机用曲轴压装吸油管工装,其特征在于:
技术总结
本技术通用式压缩机用曲轴压装吸油管工装,涉及压缩机装配工装技术领域,尤其涉及一种通用式压缩机用曲轴压装吸油管工装。本技术吸油管定位结构装于导向压装结构上,用于装配待压装的吸油管;导向压装结构装于主框架的顶部;定位柱为可更换结构,装于主框架的顶端,用于限制导向压装结构的下压行程;曲轴定位结构装于主框架上,用于对曲轴进行定位固定,配合导向压装结构和吸油管定位结构对吸油管和曲轴的压装起到定位支撑作用。本技术的技术方案解决了现有技术中的不同规格的曲轴和吸油管装配,需反复更换工装,更换后续花费大量时间调整,工装的频繁更换极易产生损耗,同时还浪费时间,并且增加了工装的购置成本和管理成本等问题。
技术研发人员:赵忠鑫,张志超,辛操,魏佳君,田福龙,李涵
受保护的技术使用者:冰山松洋压缩机(大连)有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!