一种HDPE管加工工装的制作方法
本技术涉及一种hdpe管加工工装。
背景技术:
1、hdpe管即高密度聚乙烯管,80年代初在德国研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。在生产工艺和使用技术上已经十分成熟。由于其优异的性能和相对经济的造价,在欧美等发达国家已经得到了极大的推广和应用。双壁波纹管材是以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快、寿命长等特点,其优异的管壁结构设计,与其他结构的管材相比,成本大大降低。并且由于连接方便、可靠,在国内外得到广泛应用。大量替代混凝土管和铸铁管,是目前市面上较为先进的排污、排水管道系统之一。其用途广泛,如1.市政排污、排水管道系统及建筑物外排污、排水管道系统。2.污水处理厂管道系统。 3.机场、码头、高等级公路排水管道系统。4.农用水利灌溉、输水、排涝管道系统。5.化工、矿山等行业用于特殊流体输送排放的管道系统。6.埋地电缆及邮电通信电缆护套管。目前对hdpe管或pe管其加工工装的研发资料较少,如刊登在《机械制造》2019,57(6)37卷上的论文名为:数控机床加工薄壁螺纹管工装夹具的设计,第一作者为长江职业学院的郑淑琴,其解决的是飞行器等相关设备的关键基础件—薄壁螺纹管的加工工装的技改,其通过两点胀紧使薄壁零件装夹时周向固定牢固可靠。新工装夹具的设计打破了传统思维,在实际使用过程中总结使用技巧,编制了相应的加工程序,将新工装夹具的优点尽可能地发挥出来。目前少有针对hdpe管的加工工装的技改,而对于应用于排水管道系统中的hdpe管,其长度较长,在加工时装夹稳定性不好,或者目前通过多处夹持固定的方式,增加了工装的结构复杂度。
技术实现思路
1、本实用新型的目的在于,克服现有技术中存在的缺陷,提供一种hdpe 管加工工装,针对 hdpe 管加工工装技改程度小,对于长度较长的应用于排水管道系统中的 hdpe管,加工装夹稳定性大大提高,无需多处夹持固定,工装的结构复杂度低。
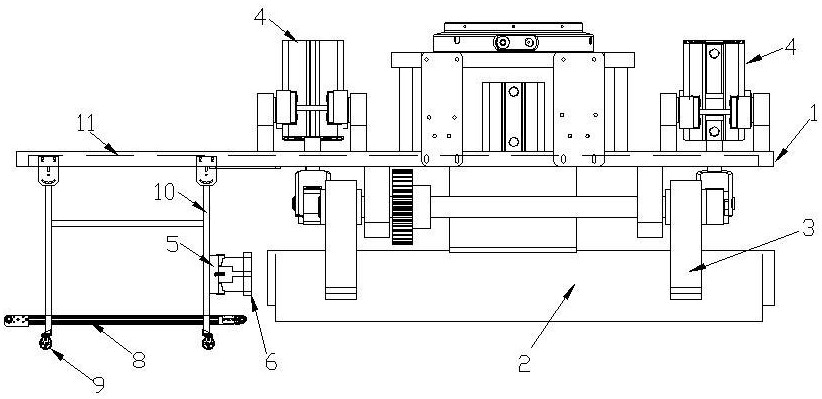
2、为实现上述目的,本实用新型的技术方案是设计一种hdpe管加工工装,包括工装主体,工装主体上铰接设置两对用于夹持hdpe管的夹爪,工装主体上固定设置两个驱动气缸,每个驱动气缸其活塞杆的露出端与每对夹爪铰接且驱动气缸的活塞杆位于每一对夹爪的两个夹爪之间;
3、工装主体上滑动设有沿被夹持hdpe管旋转轴线方向的管内支撑机构,管内支撑机构包括爪卡盘,爪卡盘的盘面垂直于被夹持hdpe管的旋转轴线,管内支撑机构还包括与被夹持hdpe管内壁适配的柔性垫圈,爪卡盘上的每个卡爪呈折板形,折板形卡爪其远离爪卡盘的部分设置于柔性垫圈内。增设管内支撑机构,由于hdpe管加工(切割)时基本上都是夹持处的左右两段一段长一段短,短的那一段一般作为被切割的那一段,因此设置管内支撑机构,在短的那一段的管口插入起到内部支撑,避免仅通过管外部夹持而导致管变形的问题,提高夹持稳定性,提高加工质量。管内支撑机构设置被夹持hdpe管内壁适配的柔性垫圈可以保证管内支撑机构与管内壁的接触是面接触(或者说是体接触)而非线接触或点接触,避免由于管内支撑机构的设置反而从管内使得管变形,进一步避免管在夹持时变形的问题。
4、进一步的技术方案是,管内支撑机构包括底座,底座其远离工装主体的端面转动设置滚轮,底座上固定设置支撑主体板,所述爪卡盘固定设置在支撑主体板上,支撑主体板其面向工装主体的端面设有凸块,工装主体上设有用于凸块滑动的滑槽。管内支撑机构通过与工装主体滑动设置,实现对于不同hdpe管不同长度夹持位置时的调整。
5、进一步的技术方案是,夹爪其面向被夹持hdpe管的一面固定设置弹性弧板。这样设置后可以避免夹爪直接夹持hdpe管时较小的接触面积,通过设置弹性弧板可以增大夹持时hdpe与被夹持件(这里即弹性弧板)的接触面积,尽量避免线接触或点接触,而是面接触,避免管被夹持时变形的问题。
6、进一步的技术方案为,每个驱动气缸其活塞杆的露出端与每对夹爪的两个夹爪均铰接。
7、另一种技术方案为,每个驱动气缸其活塞杆的露出端与每对夹爪的其中一个夹爪铰接。每根铰接轴上固定设置一个齿轮且两个齿轮位于两根铰接轴的相同位置(具体是位于铰接轴其长度方向的相同位置);两根铰接轴通过一对齿轮啮合连接以实现同步反向转动。
8、进一步的技术方案为,两对夹爪对称设置且位于被夹持hdpe管同一侧的两个夹爪共用一根铰接轴,两根铰接轴通过一对齿轮啮合连接。
9、进一步的技术方案为,柔性垫圈为橡胶圈或布套圈;所述爪卡盘为三爪卡盘或四爪卡盘或六爪卡盘;所述工装主体上位于两个驱动气缸之间设有中部气缸,中部气缸的活塞杆固定连接用于抵靠被夹持hdpe管的顶块。中部气缸也可以不设置在工装主体上,而是作为独立的一个装置与本工装配套设置,如果被夹持的hdpe管过长超过工装主体的长度,则可以将中部气缸作为设置在工装主体外侧的用于支撑超出工装主体hdpe管的支撑部分,以用于保证夹持的稳定性却仅需三个夹持部分外加一个内部支撑机构即可。
10、本实用新型的优点和有益效果在于:针对hdpe管加工工装技改程度小,对于长度较长的应用于排水管道系统中的hdpe管,加工装夹稳定性大大提高,无需多处夹持固定,工装的结构复杂度低。
11、增设管内支撑机构,由于hdpe管加工(切割)时基本上都是夹持处的左右两段一段长一段短,短的那一段一般作为被切割的那一段,因此设置管内支撑机构,在短的那一段的管口插入起到内部支撑,避免仅通过管外部夹持而导致管变形的问题,提高夹持稳定性,提高加工质量。管内支撑机构设置被夹持hdpe管内壁适配的柔性垫圈可以保证管内支撑机构与管内壁的接触是面接触(或者说是体接触)而非线接触或点接触,避免由于管内支撑机构的设置反而从管内使得管变形,进一步避免管在夹持时变形的问题。
12、管内支撑机构通过与工装主体滑动设置,实现对于不同hdpe管不同长度夹持位置时的调整。
13、夹爪其面向被夹持hdpe管的一面固定设置弹性弧板。这样设置后可以避免夹爪直接夹持hdpe管时较小的接触面积,通过设置弹性弧板可以增大夹持时hdpe与被夹持件(这里即弹性弧板)的接触面积,尽量避免线接触或点接触,而是面接触,避免管被夹持时变形的问题。
技术特征:
1.一种hdpe管加工工装,其特征在于,包括工装主体,工装主体上铰接设置两对用于夹持hdpe管的夹爪,工装主体上固定设置两 个驱动气缸,每个驱动气缸其活塞杆的露出端与每对夹爪铰接且驱动气缸的活塞杆位于每一对夹爪的两个夹爪之间;
2.根据权利要求1所述的一种hdpe管加工工装,其特征在于,所述管内支撑机构包括底座,底座其远离工装主体的端面转动设置滚 轮,底座上固定设置支撑主体板,所述爪卡盘固定设置在支撑主体板 上,支撑主体板其面向工装主体的端面设有凸块,工装主体上设有用于凸块滑动的滑槽。
3.根据权利要求2所述的一种hdpe管加工工装,其特征在于,所述夹爪其面向被夹持hdpe管的一面固定设置弹性弧板。
4.根据权利要求3所述的一种hdpe管加工工装,其特征在于,每个驱动气缸其活塞杆的露出端与每对夹爪的两个夹爪均铰接。
5.根据权利要求3所述的一种hdpe管加工工装,其特征在于,每个驱动气缸其活塞杆的露出端与每对夹爪的其中一个夹爪铰接。
6.根据权利要求5所述的一种hdpe管加工工装,其特征在于,两对夹爪对称设置且位于被夹持hdpe管同一侧的两个夹爪共用一根铰接轴,两根铰接轴通过一对齿轮啮合连接。
7.根据权利要求6所述的一种hdpe管加工工装,其特征在于,所述柔性垫圈为橡胶圈或布套圈;所述爪卡盘为三爪卡盘或四爪卡盘或六爪卡盘;所述工装主体上位于两个驱动气缸之间设有中部气缸, 中部气缸的活塞杆固定连接用于抵靠被夹持hdpe管的顶块。
技术总结
本技术公开了一种HDPE管加工工装,包括工装主体,工装主体上铰接设置两对用于夹持HDPE管的夹爪,工装主体上固定设置两个驱动气缸,每个驱动气缸其活塞杆的露出端与每对夹爪铰接且驱动气缸的活塞杆位于每一对夹爪的两个夹爪之间;工装主体上滑动设有沿被夹持HDPE管旋转轴线方向的管内支撑机构,管内支撑机构包括爪卡盘,爪卡盘的盘面垂直于被夹持HDPE管的旋转轴线,管内支撑机构还包括与被夹持HDPE管内壁适配的柔性垫圈,爪卡盘上的每个卡爪呈折板形,折板形卡爪其远离爪卡盘的部分设置于柔性垫圈内。本技术针对HDPE管加工工装技改程度小,对于长度较长的应用于排水管道系统中的HDPE管,加工装夹稳定性大大提高,无需多处夹持固定,工装的结构复杂度低。
技术研发人员:徐红军
受保护的技术使用者:江苏新汇烽塑胶有限公司
技术研发日:20230508
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!