一种模组机贴治具的制作方法
本技术涉及固相萃取,特别是涉及了一种模组机贴治具。
背景技术:
1、在中大尺寸显示屏的结构上看,可以大致分成3个部分,从上到下分别是保护玻璃、触摸屏、显示屏。而这三部分是需要进行贴合的,按贴合的方式分可以分为全贴合和框贴两种,全贴合技术即是以水胶或光学胶将显示屏与触摸屏无缝隙完全贴在一起,屏幕能隔绝灰尘和水汽。普通贴合方式的空气层容易受环境的粉尘和水汽污染,影响机器使用;而全贴合oca胶填充了空隙,显示面板与触摸屏紧密贴合,粉尘和水汽无处可入,保持了屏幕的洁净度。
2、在中大尺寸显示屏模组全贴合的过程中,fog屏与盖板贴合,贴合后裸屏在机器设备内压合,在受压过程中,fog屏与盖板因为受压导致出现微小跑偏的现象,也会造成一定比例贴合偏位,从而导致贴合失败,造成了工件的材料损失,损耗了人力物力,不利于企业的生产效益。
3、现有技术中,大部分模组机贴治具会设置有卡块,但是由于固定定位卡块数量过少,或者缺少更多固定定位的办法,所以仍然会出现受压跑偏的风险。
4、如中国实用新型专利(cn216956911u)公开了一种车载触控屏和显示屏全贴合模组,包括显示屏本体和后盖,显示屏本体与后盖之间相卡接,后盖的顶部安装有定位块,显示屏本体的顶部内壁上开设有定位槽,且定位块与定位槽之间相卡接,显示屏本体的两侧内壁上开设有卡接槽,后盖的一侧壁上滑动连接有活动杆,本实用新型通过设置的后盖、定位槽、卡接槽、定位块、活动杆、拉块、弹簧、连接块、连接杆、活动架和卡杆,通过拉块可以使得卡杆收缩到后盖的内部,从而让后盖与显示屏本体之间分离,使得需要对其进行清灰更加的方便,有效的提高了清灰的效率,解决了现有的显示屏拆卸不便的问题,提高了清灰效率,从而让显示屏本体的使用效果更好,实用性较强。
5、然而,本实用新型人具体实施此装置时,发现存在以下缺陷:由于固定定位卡块数量过少,或者缺少更多固定定位的办法,所以仍然会出现受压跑偏的风险。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种模组机贴治具,解决fog屏与盖板贴合,贴合后裸屏在机器设备内压合,在受压过程中,fog屏与盖板因为受压导致出现微小跑偏的现象,也会造成一定比例贴合偏位的技术问题。
2、为了解决上述技术问题,本实用新型采用了如下所述的技术方案:
3、一种模组机贴治具。
4、所述模组机贴治具具体包括:
5、底座、设置在所述底座表面上的用于组装显示屏的组装平台与围绕所述组装平台而设置若干个用于定位显示屏组件的卡块组件,所述组装平台设置有用于均匀吸气定位显示屏组件的吸气槽,所述吸气槽上设置有吸气孔。
6、作为本实用新型提供的所述的模组机贴治具的一种优选实施方式,所述卡块组件包括有若干个第一卡块、第二卡块与第三卡块,所述第一卡块设置在所述底座表面上的左右两侧相对位置,所述第二卡块设置在所述底座表面上的下侧位置,所述第三卡块设置在所述底座表面上的上侧位置。
7、作为本实用新型提供的所述的模组机贴治具的一种优选实施方式,所述第一卡块的数量为四个,分别两两设置在所述底座表面上的左右两侧,其形状为正方形,各所述第一卡块朝向所述组装平台的侧面均设置有用于对显示屏组件的侧面及底面进行卡位的第一盖板卡位,所述第一盖板卡位的底部与所述底座表面固定连接,其高度小于所述第一卡块,所述第一盖板卡位上表面及所述第一卡块的一侧均用于盖板卡位。
8、作为本实用新型提供的所述的模组机贴治具的一种优选实施方式,所述第二卡块的数量为三个,其设置在所述底座上表面上的下侧,其形状为长方形,各所述第二卡块朝向所述组装平台的侧面均设置有用于对显示屏组件的侧面及底面进行卡位的第二盖板卡位,所述第二盖板卡位的底部与所述底座表面固定连接,其高度小于所述第二卡块,所述第二盖板卡位上表面及所述第二卡块的一侧均用于盖板卡位。
9、作为本实用新型提供的所述的模组机贴治具的一种优选实施方式,所述第三卡块的数量为两个,其设置在所述底座上表面上的上侧,其形状为正方形,其尺寸比所述第一卡块的尺寸小,各所述第三卡块朝向所述组装平台的侧面均设置有用于对显示屏组件的侧面及底面进行卡位的第三盖板卡位,所述第三盖板卡位的底部与所述底座表面固定连接,其高度小于所述第三卡块,所述第三盖板卡位上表面及所述第三卡块的一侧均用于盖板卡位。
10、作为本实用新型提供的所述的模组机贴治具的一种优选实施方式,所述底座表面的上侧边缘处设置有用于卡紧所述模组机贴治具的卡位槽,所述卡位槽从所述底座的正面上侧边缘处打通至所述底座的底部。
11、作为本实用新型提供的所述的模组机贴治具的一种优选实施方式,所述吸气槽呈“田”字型设置在所述组装平台上,若干个吸气孔设置有所述吸气槽中的交点处,所述底座的底面相对于所述吸气槽的位置设置有与所述吸气孔相连通的气压条,所述气压条呈“王”字型,所有所述吸气孔均连通在所述气压条的内部空间中,其中点处设置有出气孔。
12、作为本实用新型提供的所述的模组机贴治具的一种优选实施方式,所述底座上设置有若干个打通所述底座上下表面的定位螺丝孔。
13、作为本实用新型提供的所述的模组机贴治具的一种优选实施方式,所述底座的底部设置有若干个用于固定对位的机器卡槽。
14、作为本实用新型提供的所述的模组机贴治具的一种优选实施方式,所述底座的底部作左右两边均设置有垫高机器卡位块。
15、与现有技术相比,本实用新型有以下有益效果:
16、本实用新型提供的模组机贴治具,通过在底座上设置有用于固定显示屏组件的第一卡块、第二卡块与第三卡块,与用于对显示屏组件进一步吸附固定的吸气槽与吸气孔,在压合过程显示屏与盖板受治具卡块组件顶住,吸气槽能够进一步的牢固吸附显示屏组件,从而可以有效的控制显示屏组件在受压过程中稳定受压,从而达到显示屏组件在机器设备中压合不会因受压而出现跑偏的现象,实现了成功精准贴合,减少了材料损失与人力物力的损耗,有利于企业的生产效益。
技术特征:
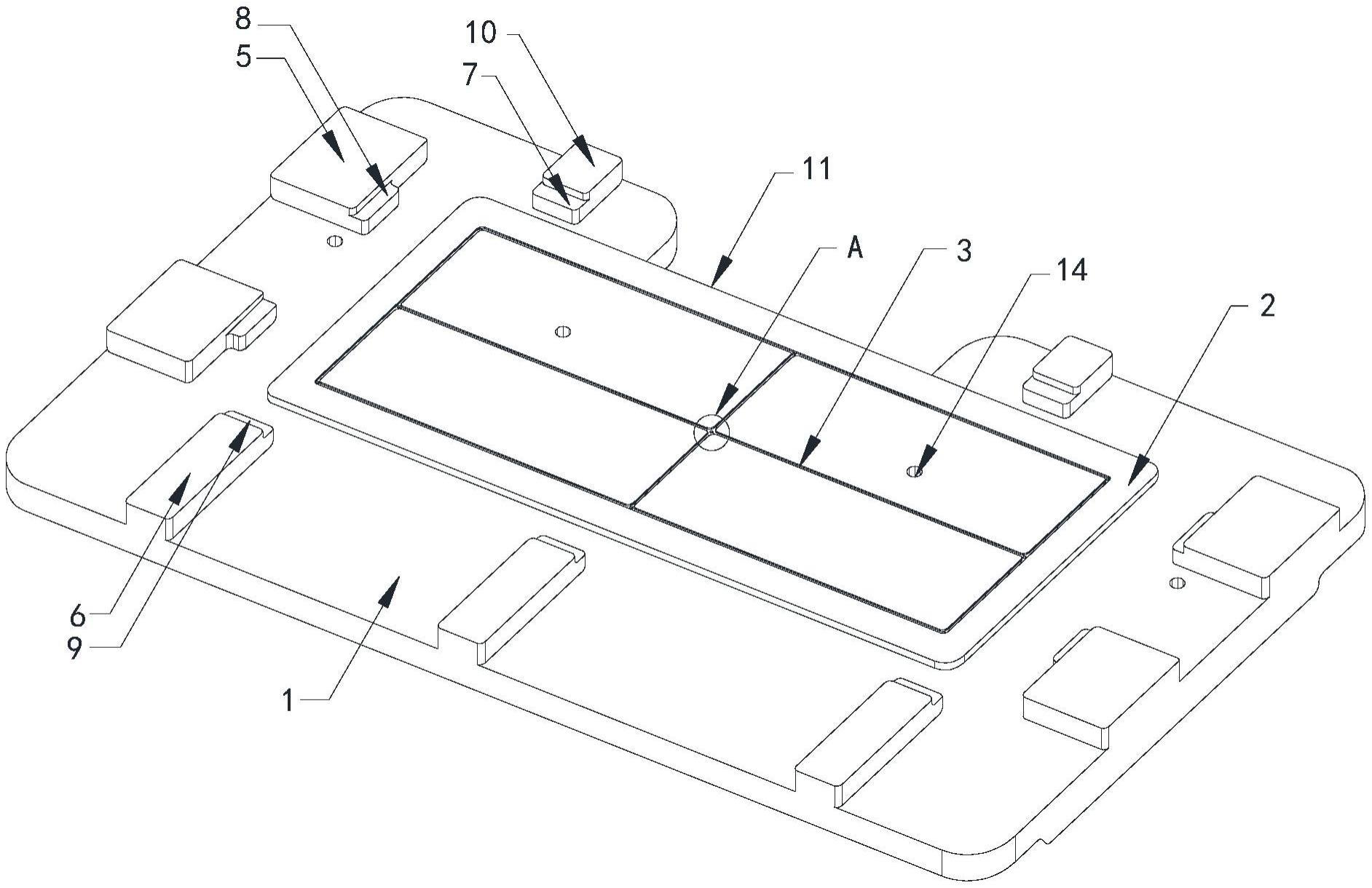
1.一种模组机贴治具,其特征在于,其包括底座(1)、设置在所述底座(1)表面上的用于组装显示屏的组装平台(2)与围绕所述组装平台(2)而设置的若干个用于定位显示屏组件的卡块组件,所述组装平台(2)设置有用于均匀吸气定位显示屏组件的吸气槽(3),所述吸气槽(3)上设置有吸气孔(4)。
2.根据权利要求1所述的模组机贴治具,其特征在于,所述卡块组件包括有若干个第一卡块(5)、第二卡块(6)与第三卡块(7),所述第一卡块(5)设置在所述底座(1)表面上的左右两侧相对位置,所述第二卡块(6)设置在所述底座(1)表面上的下侧位置,所述第三卡块(7)设置在所述底座(1)表面上的上侧位置。
3.根据权利要求2所述的模组机贴治具,其特征在于,所述第一卡块(5)的数量为四个,分别两两设置在所述底座(1)表面上的左右两侧,其形状为正方形,各所述第一卡块(5)朝向所述组装平台(2)的侧面均设置有用于对显示屏组件的侧面进行卡位的第一盖板卡位(8),所述第一盖板卡位(8)的底部与所述底座(1)表面固定连接,其高度小于所述第一卡块(5),所述第一盖板卡位(8)上表面及所述第一卡块(5)的一侧均用于盖板卡位。
4.根据权利要求3所述的模组机贴治具,其特征在于,所述第二卡块(6)的数量为三个,其设置在所述底座(1)上表面上的下侧,其形状为长方形,各所述第二卡块(6)朝向所述组装平台(2)的侧面均设置有用于对显示屏组件的侧面进行卡位的第二盖板卡位(9),所述第二盖板卡位(9)的底部与所述底座(1)表面固定连接,其高度小于所述第二卡块(6),所述第二盖板卡位(9)上表面及所述第二卡块(6)的一侧均用于盖板卡位。
5.根据权利要求4所述的模组机贴治具,其特征在于,所述第三卡块(7)的数量为两个,其设置在所述底座(1)上表面上的上侧,其形状为正方形,其尺寸比所述第一卡块(5)的尺寸小,各所述第三卡块(7)朝向所述组装平台(2)的侧面均设置有用于对显示屏组件的侧面进行卡位的第三盖板卡位(10),所述第三盖板卡位(10)的底部与所述底座(1)表面固定连接,其高度小于所述第三卡块(7),所述第三盖板卡位(10)上表面及所述第三卡块(7)的一侧均用于盖板卡位。
6.根据权利要求1所述的模组机贴治具,其特征在于,所述底座(1)表面的上侧边缘处设置有用于卡紧所述模组机贴治具的卡位槽(11),所述卡位槽(11)从所述底座(1)的正面上侧边缘处打通至所述底座(1)的底部。
7.根据权利要求1所述的模组机贴治具,其特征在于,所述吸气槽(3)呈“田”字型设置在所述组装平台(2)上,若干个吸气孔(4)设置有所述吸气槽(3)中的交点处,所述底座(1)的底面相对于所述吸气槽(3)的位置设置有与所述吸气孔(4)相连通的气压条(12),所述气压条(12)呈“王”字型,所有所述吸气孔(4)均连通在所述气压条(12)的内部空间中,其中点处设置有出气孔(13)。
8.根据权利要求1所述的模组机贴治具,其特征在于,所述底座(1)上设置有若干个打通所述底座(1)上下表面的定位螺丝孔(14)。
9.根据权利要求1所述的模组机贴治具,其特征在于,所述底座(1)的底部设置有若干个用于固定对位的机器卡槽(15)。
10.根据权利要求1所述的模组机贴治具,其特征在于,所述底座(1)的底部作左右两边均设置有垫高机器卡位块(16)。
技术总结
本技术公开了一种模组机贴治具,包括底座、设置在底座表面上的用于组装显示屏的组装平台与围绕组装平台而设置若干个用于定位显示屏组件的卡块组件,组装平台设置有用于均匀吸气定位显示屏组件的吸气槽,吸气槽上设置有吸气孔。通过在底座上设置有用于固定显示屏组件的第一卡块、第二卡块与第三卡块,与用于对显示屏组件进一步吸附固定的吸气槽与吸气孔,在压合过程显示屏与盖板受治具卡块组件顶住,吸气槽能够进一步的牢固吸附显示屏组件,从而可以有效的控制显示屏组件在受压过程中稳定受压,从而达到显示屏组件在机器设备中压合不会因受压而出现跑偏的现象,实现了成功精准贴合,减少了材料损失与人力物力的损耗,有利于企业的生产效益。
技术研发人员:温惠陆,林炳伟
受保护的技术使用者:信利光电股份有限公司
技术研发日:20230509
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!