一种非标工装夹具定位装置的制作方法
本技术涉及工装夹具,尤其涉及一种非标工装夹具定位装置。
背景技术:
1、非标设计,顾名思义就是非标准件的设计,根据需求者要求而设计,很多非标工件只是进行测量或检漏而不进行加工,但一般工件结构复杂且难以装夹,使用的过程中,需要使用到夹具对其进行夹持固定;
2、但现有的模具固定夹具在使用的过程中存在一些缺陷,仅通过装配夹具对工作进行加工装夹具,每次对待加工的工件进行夹持时需要更换不同的夹具,结构简单,操作麻烦,不能实现对工件的快速定位;
3、为此,我们设计了一种非标工装夹具定位装置。
技术实现思路
1、本实用新型的目的是为了解决现有技术中仅通过装配夹具对工作进行加工装夹具,每次对待加工的工件进行夹持时需要更换不同的夹具,结构简单,操作麻烦,不能实现对工件的快速定位的问题,而提出的一种非标工装夹具定位装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
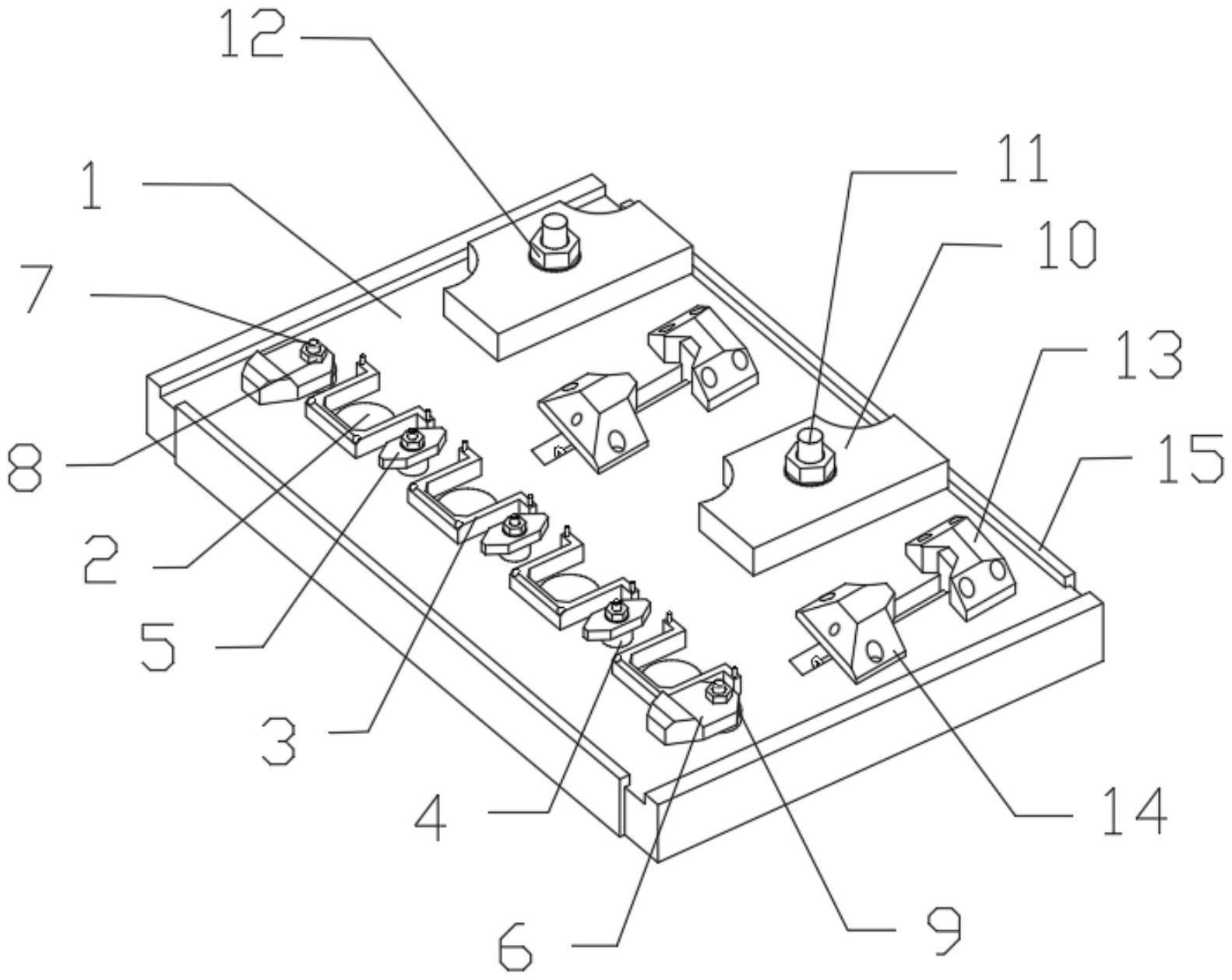
3、一种非标工装夹具定位装置,包括夹装台,所述夹装台上开设有多个不同直径的定位孔,所述夹装台上分别设有多个第一安装底座和一对第二安装底座,一对所述第二安装底座设置在多个第一安装底座的两侧,所述第一安装底座和第二安装底座上分别设有第一夹具和第二夹具,所述夹装台上开设有一对快速定位机构,所述快速定位机构包括用于对待加工工件进行快速夹固的第二夹块。
4、优选地,所述定位孔外侧设有匸形挡条。
5、优选地,所述第一安装底座和第二安装底座上均设有第一安装螺栓和第一安装螺母,所述第一夹具和第二夹具上均开设有便于在第一安装螺栓上转动的圆孔,所述第一夹具位于第一安装螺母和第一安装底座之间,所述第二夹具位于第一安装螺母和第二安装底座之间。
6、优选地,所述夹装台上设有一对滑槽。
7、优选地,所述快速定位机构还包括:
8、第一夹块,所述第一夹块固定设置在夹装台上,所述第一夹块上设有便于放置待加工工件的放置台,所述第一夹块与第二夹块正对设置,所述第二夹块底部设有滑块;
9、螺杆和手轮,所述螺杆设置在滑槽内,所述螺杆与滑槽内壁转动连接,所述螺杆与手轮同轴固定连接,所述滑块上开设有与螺杆相适配的螺纹孔,所述第二夹块通过滑块在滑槽内移动。
10、优选地,所述夹装台侧壁设有定位板,所述夹装台上设有第三安装底座,所述第三安装底座上通过第二安装螺栓和第二安装螺母固定有夹板。
11、本实用新型的有益效果为:
12、1、本实用新型根据待加工工件放置在不同尺寸的定位孔内,通过旋动第一安装螺母使得通过一对第一夹具的角度或第一夹具与第二夹具的角度对定位孔内的待加工工件进行夹持,每次对待加工的工件进行夹持时不需要更换不同的夹具,操作简单便捷。
13、2、本实用新型将待加工工件放置在第一夹块的放置面,通过旋动手轮使得第一夹块通过螺纹孔在螺杆上移动,便于对待加工工件进行快速夹持,操作简单,便于对工件进行快速定位。
技术特征:
1.一种非标工装夹具定位装置,包括夹装台(1),其特征在于,所述夹装台(1)上开设有多个不同直径的定位孔(2),所述夹装台(1)上分别设有多个第一安装底座(4)和一对第二安装底座(9),一对所述第二安装底座(9)设置在多个第一安装底座(4)的两侧,所述第一安装底座(4)和第二安装底座(9)上分别设有第一夹具(5)和第二夹具(6),所述夹装台(1)上开设有一对快速定位机构,所述快速定位机构包括用于对待加工工件进行快速夹固的第二夹块(14)。
2.根据权利要求1所述的一种非标工装夹具定位装置,其特征在于,所述定位孔(2)外侧设有匚形挡条(3)。
3.根据权利要求1所述的一种非标工装夹具定位装置,其特征在于,所述第一安装底座(4)和第二安装底座(9)上均设有第一安装螺栓(7)和第一安装螺母(8),所述第一夹具(5)和第二夹具(6)上均开设有便于在第一安装螺栓(7)上转动的圆孔,所述第一夹具(5)位于第一安装螺母(8)和第一安装底座(4)之间,所述第二夹具(6)位于第一安装螺母(8)和第二安装底座(9)之间。
4.根据权利要求1所述的一种非标工装夹具定位装置,其特征在于,所述夹装台(1)上设有一对滑槽。
5.根据权利要求4所述的一种非标工装夹具定位装置,其特征在于,所述快速定位机构还包括:
6.根据权利要求1所述的一种非标工装夹具定位装置,其特征在于,所述夹装台(1)侧壁设有定位板(15),所述夹装台(1)上设有第三安装底座,所述第三安装底座上通过第二安装螺栓(11)和第二安装螺母(12)固定有夹板(10)。
技术总结
本技术公开了一种非标工装夹具定位装置,包括夹装台,所述夹装台上开设有多个不同直径的定位孔,所述夹装台上分别设有多个第一安装底座和一对第二安装底座,一对所述第二安装底座设置在多个第一安装底座的两侧,所述第一安装底座和第二安装底座上分别设有第一夹具和第二夹具,所述夹装台上开设有一对快速定位机构,所述快速定位机构包括用于对待加工工件进行快速夹固的第二夹块,本技术根据待加工工件放置在不同尺寸的定位孔内,通过旋动第一安装螺母使得通过一对第一夹具的角度或第一夹具与第二夹具的角度对定位孔内的待加工工件进行夹持,每次对待加工的工件进行夹持时不需要更换不同的夹具,操作简单便捷。
技术研发人员:吴嘉锐
受保护的技术使用者:肇庆市丰驰精密金属制品有限公司
技术研发日:20230515
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!