一种汽车半轴加工定位夹具的制作方法
本技术涉及定位夹具设备,具体为一种汽车半轴加工定位夹具。
背景技术:
1、在汽车构造中,半轴也叫驱动轴,半轴是变速箱减速器与驱动轮之间传递扭矩的轴,其内外端各有一个万向节,分别通过万向节上的花键与减速器齿轮及轮毂轴承内圈连接,是汽车传动系统的一个重要组成部分。
2、汽车半轴类产品的总长一般在700~1000mm,在其制造工艺中,需要使用到汽车半轴加工定位夹具,现有的汽车半轴加工定位夹具,在对半轴工件进行夹持定位时,不便于确定半轴工件需要加工铣总长的长度,进而影响对半轴工件的加工效率。
技术实现思路
1、针对以上问题,本实用新型的目的在于:提供一种汽车半轴加工定位夹具,解决现有的汽车半轴加工定位夹具,在对半轴工件进行夹持定位时,不便于确定半轴工件需要加工铣总长的长度,进而影响对半轴工件的加工效率,通过限位插板插入底板插槽的位置,用于确定半轴工件需要加工铣总长的长度,然后把半轴工件卡放在定位卡槽内,并同时将半轴工件的尾部与插板垫层相顶紧,然后对半轴工件进行限位夹持的问题。
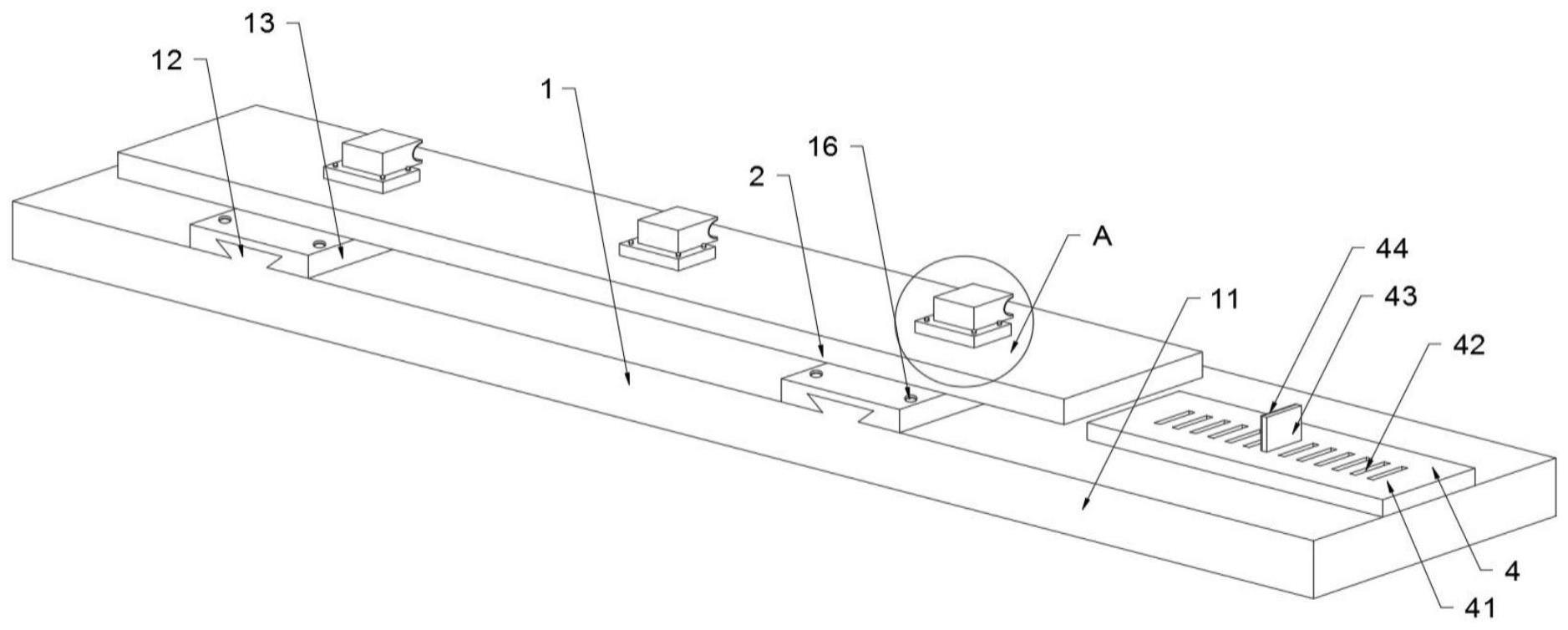
2、为实现以上目的,本实用新型采用的技术方案:一种汽车半轴加工定位夹具,包括加工组件、定位组件、夹持组件、限位组件,所述加工组件包括加工台,所述加工台的顶部连接有导轨,所述导轨的外圈连接有安装底座,所述安装底座的下部内侧开设有底座滑槽,所述定位组件包括定位底板,所述定位底板的顶部通过螺栓可拆卸式连接有定位基座,所述定位基座远离定位底板的一端连接有定位卡块,所述定位卡块的内侧开设有定位卡槽,所述夹持组件包括夹持底座,所述夹持底座的顶部连接有安装侧板,所述安装侧板的一端连接有液压缸,所述液压缸的输出端连接有夹持卡块,所述夹持卡块远离液压缸输出端的一端内侧开设有夹持卡槽,所述限位组件包括限位底板,所述限位底板的内侧开设有底板插槽,所述底板插槽的内侧连接有限位插板。
3、本实用新型的有益效果为:当对半轴工件进行加工时,将半轴工件平稳的卡放在定位卡槽内,通过定位垫层的设置,用于与半轴工件直接的接触,进而避免定位卡块对半轴工件的表面造成磨损,通过限位插板插入底板插槽的位置,用于确定半轴工件需要加工铣总长的长度,然后把半轴工件卡放在定位卡槽内,并同时将半轴工件的尾部与插板垫层相顶紧,然后对半轴工件进行限位夹持。
4、为了将加工台与安装底座进行连接:
5、作为上述技术方案的进一步改进:所述加工台的顶部连接有限位侧板,所述限位侧板的一端连接有侧板垫层,所述侧板垫层为长方形结构的橡胶垫层,所述导轨与加工台为一体成型结构设置。
6、本改进的有益效果为:通过加工台的设置,用于对定位组件、夹持组件的固定及支撑,通过导轨的设置,用于将加工台与安装底座进行连接。
7、为了实现加工组件与定位组件的组装连接:
8、作为上述技术方案的进一步改进:所述安装底座共设置有两块,所述底座滑槽的尺寸与导轨的尺寸相匹配,所述安装底座的内侧开设有沉头孔,所述安装底座的高度与限位侧板的高度相同。
9、本改进的有益效果为:当对装置进行组装时,通过连接件将加工台与数控车床进行可拆卸式连接,然后将底座滑槽插入导轨并推动安装底座向限位侧板的方向靠近,然后直至安装底座与侧板垫层相互接触贴合,然后使用螺栓插入沉头孔,进而实现安装底座与加工台的组装连接,从而同时也实现加工组件与定位组件的组装连接。
10、为了避免定位卡块对半轴工件的表面造成磨损:
11、作为上述技术方案的进一步改进:所述定位底板同时连接于两块安装底座的顶部,所述定位基座共设置有三块,每两块相邻的定位基座之间的距离相同,所述定位卡槽的壁体连接有定位垫层,所述定位垫层为弧形结构的橡胶垫层。
12、本改进的有益效果为:当对半轴工件进行加工时,将半轴工件平稳的卡放在定位卡槽内,通过定位垫层的设置,用于与半轴工件直接的接触,进而避免定位卡块对半轴工件的表面造成磨损。
13、为了同时使半轴工件在夹持卡槽与定位卡槽之间卡紧:
14、作为上述技术方案的进一步改进:所述夹持底座与加工台相连接,所述夹持底座的顶部与定位底板的顶部位于同一水平面位置,所述液压缸的数量与定位卡块的数量相同,所述液压缸与操作面板电性连接。
15、本改进的有益效果为:当将半轴工件平稳的卡放在定位卡槽内后,然后启动液压缸的运行,然后液压缸的输出端向前推进并带动夹持卡块的同步移动,然后直至夹持卡槽卡接到半轴工件上,并同时使半轴工件在夹持卡槽与定位卡槽之间卡紧,最后启动数控机床对进行半轴工件加工。
16、为了将半轴工件的尾部与插板垫层相顶紧:
17、作为上述技术方案的进一步改进:所述限位底板连接于加工台的顶部,所述底板插槽的尺寸与限位插板的尺寸相匹配,所述限位插板的一端连接有插板垫层。
18、本改进的有益效果为:通过限位插板插入底板插槽的位置,用于确定半轴工件需要加工铣总长的长度,然后把半轴工件卡放在定位卡槽内,并同时将半轴工件的尾部与插板垫层相顶紧,然后对半轴工件进行限位夹持。
技术特征:
1.一种汽车半轴加工定位夹具,包括加工组件(1)、定位组件(2)、夹持组件(3)、限位组件(4),所述加工组件(1)包括加工台(11),所述加工台(11)的顶部连接有导轨(12),所述导轨(12)的外圈连接有安装底座(13),所述安装底座(13)的下部内侧开设有底座滑槽(14),其特征在于:所述定位组件(2)包括定位底板(21),所述定位底板(21)的顶部通过螺栓(22)可拆卸式连接有定位基座(23),所述定位基座(23)远离定位底板(21)的一端连接有定位卡块(24),所述定位卡块(24)的内侧开设有定位卡槽(25),所述夹持组件(3)包括夹持底座(31),所述夹持底座(31)的顶部连接有安装侧板(32),所述安装侧板(32)的一端连接有液压缸(33),所述液压缸(33)的输出端连接有夹持卡块(34),所述夹持卡块(34)远离液压缸(33)输出端的一端内侧开设有夹持卡槽(35),所述限位组件(4)包括限位底板(41),所述限位底板(41)的内侧开设有底板插槽(42),所述底板插槽(42)的内侧连接有限位插板(43)。
2.根据权利要求1所述的一种汽车半轴加工定位夹具,其特征在于:所述加工台(11)的顶部连接有限位侧板(15),所述限位侧板(15)的一端连接有侧板垫层(17),所述侧板垫层(17)为长方形结构的橡胶垫层,所述导轨(12)与加工台(11)为一体成型结构设置。
3.根据权利要求1所述的一种汽车半轴加工定位夹具,其特征在于:所述安装底座(13)共设置有两块,所述底座滑槽(14)的尺寸与导轨(12)的尺寸相匹配,所述安装底座(13)的内侧开设有沉头孔(16),所述安装底座(13)的高度与限位侧板(15)的高度相同。
4.根据权利要求1所述的一种汽车半轴加工定位夹具,其特征在于:所述定位底板(21)同时连接于两块安装底座(13)的顶部,所述定位基座(23)共设置有三块,每两块相邻的定位基座(23)之间的距离相同,所述定位卡槽(25)的壁体连接有定位垫层(26),所述定位垫层(26)为弧形结构的橡胶垫层。
5.根据权利要求1所述的一种汽车半轴加工定位夹具,其特征在于:所述夹持底座(31)与加工台(11)相连接,所述夹持底座(31)的顶部与定位底板(21)的顶部位于同一水平面位置,所述液压缸(33)的数量与定位卡块(24)的数量相同,所述液压缸(33)与操作面板电性连接。
6.根据权利要求1所述的一种汽车半轴加工定位夹具,其特征在于:所述限位底板(41)连接于加工台(11)的顶部,所述底板插槽(42)的尺寸与限位插板(43)的尺寸相匹配,所述限位插板(43)的一端连接有插板垫层(44)。
技术总结
本技术涉及定位夹具设备技术领域,具体为一种汽车半轴加工定位夹具。包括加工组件、定位组件、夹持组件、限位组件,所述加工组件包括加工台,所述加工台的顶部连接有导轨,所述导轨的外圈连接有安装底座,所述安装底座的下部内侧开设有底座滑槽,所述液压缸的输出端连接有夹持卡块,所述限位底板的内侧开设有底板插槽,所述底板插槽的内侧连接有限位插板。当将半轴工件平稳的卡放在定位卡槽内后,然后启动液压缸的运行,然后液压缸的输出端向前推进并带动夹持卡块的同步移动,然后直至夹持卡槽卡接到半轴工件上,并同时使半轴工件在夹持卡槽与定位卡槽之间卡紧,最后启动数控机床对进行半轴工件加工。
技术研发人员:李恩英
受保护的技术使用者:凤城市天成轴业有限公司
技术研发日:20230517
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!