钣金加工定位吸附到位检测机构的制作方法
本申请涉及钣金加工,尤其是涉及一种钣金加工定位吸附到位检测机构。
背景技术:
1、在现代化汽车生产,白车身焊装技术领域中,汽车覆盖件总成装配机器人滚边,因其占地面积小,成本低、周期短,柔性高等特点,成为最近几年追捧热点,受各大汽车厂青睐。
2、例如申请号为201610573242.9的中国专利公开了一种滚边胎膜定位机构,包括胎膜,胎膜包括边框和内肋,边框和内肋形成框架结构,边框的顶部形成仿形面,胎膜仿形面的边缘轮廓与待滚边板件的边缘轮廓完全匹配,沿胎膜边缘设有外板定位夹具以及若干内板夹紧夹具,外板定位夹具包括通过定位支座安装于胎膜上的定位驱动部件以及由定位驱动部件驱动以将外板边缘与胎膜边缘匹配贴合的定位块,内板夹紧夹具包括通过夹紧支座安装于胎膜上的夹紧驱动部件以及由夹紧驱动部件驱动以将内板夹紧于外板上的压紧块。
3、针对上述中的相关技术,发明人认为存在以下缺陷:
4、当钣金件放置于胎膜上时,一般需要工作人员用手多点按压的方式,去确定钣金件是否放置到位,否则一旦钣金件没有放稳(即没有放置到正确位置上),在钣金件较为晃动的情况下,很容易导致加工出报废,而人工确认钣金件是否放置到位的操作,效率比较低,而且容易因工作人员的疏忽大意而不够精准,故而有待改进。
技术实现思路
1、本申请提供一种钣金加工定位吸附到位检测机构,以改善以下技术问题:
2、当钣金件放置于胎膜上时,一般需要工作人员用手多点按压的方式,去确定钣金件是否放置到位,否则一旦钣金件没有放稳(即没有放置到正确位置上),在钣金件较为晃动的情况下,很容易导致加工出报废,而人工确认钣金件是否放置到位的操作,效率比较低,而且容易因工作人员的疏忽大意而不够精准。
3、本申请提供一种钣金加工定位吸附到位检测机构,采用如下的技术方案:
4、一种钣金加工定位吸附到位检测机构,包括安装支架、定位单元、吸附单元和到位检测单元,所述安装支架的顶部设置有安装板,所述安装板设置有升降驱动件,所述定位单元与所述升降驱动件相连接,所述升降驱动件用于驱使所述定位单元上升或者下降,所述吸附单元和所述到位检测单元分别安装于所述安装板的两侧,所述吸附单元用于将钣金件的局部吸附固定,所述到位检测单元用于检测所述钣金件是否放置到位。
5、在本申请的一种可实现的技术方案中,所述定位单元包括定位杆和定位端部,所述定位端部为圆台结构且设于所述定位杆远离所述安装板的端部,所述定位杆竖向滑动装配于所述安装板上。
6、在本申请的一种可实现的技术方案中,所述安装板上设置有供所述定位杆竖向贯穿并滑动装配的限位环。
7、在本申请的一种可实现的技术方案中,所述吸附单元包括吸附安装座、通气管和吸盘,所述吸附安装座与所述安装板之间通过螺栓锁紧,所述通气管安装于所述吸附安装座上,所述通气管用于连接外部的负压装置,所述吸盘设于所述通气管的顶部。
8、在本申请的一种可实现的技术方案中,所述通气管相对于所述吸附安装座的高度可调节,所述通气管上设置有螺纹段,所述螺纹段贯穿所述吸附安装座,所述螺纹段上螺纹装配有两个锁紧螺母,两个所述锁紧螺母用于夹紧固定所述吸附安装座。
9、在本申请的一种可实现的技术方案中,所述到位检测单元包括检测安装座和接近传感器,所述接近传感器的检测面水平布置,所述检测安装座与所述安装板之间通过螺栓锁紧,所述接近传感器竖向安装于所述检测安装座上。
10、在本申请的一种可实现的技术方案中,所述安装支架还包括底座、竖杆和顶座,所述底座通过螺栓锁紧固定于所述竖杆的底部,所述顶座通过螺栓锁紧固定于所述竖杆的顶部,所述安装板与所述顶座之间通过螺栓锁紧。
11、在本申请的一种可实现的技术方案中,所述竖杆为空心钢管,且所述空心钢管的周壁设置有多个孔洞。
12、综上所述,本申请包括以下至少一种有益技术效果:
13、因为钣金件上一般会设置定位孔,所以放置好的钣金件会通过定位单元进行定位及预先固定,此时到位检测单元可以检测其与钣金件表面之间的距离,进而用于输出钣金件是否放置到位的信号,省去了工作人员需要反复手动接触并确认的过程,效率比较高,而且不易受制于工作人员的疏忽大意,判断结果更加精准,而且当钣金件放置到位后,可以启动吸附单元,以将钣金件通过负压差的方式吸附固定,进而钣金件在加工时会更加牢固。
技术特征:
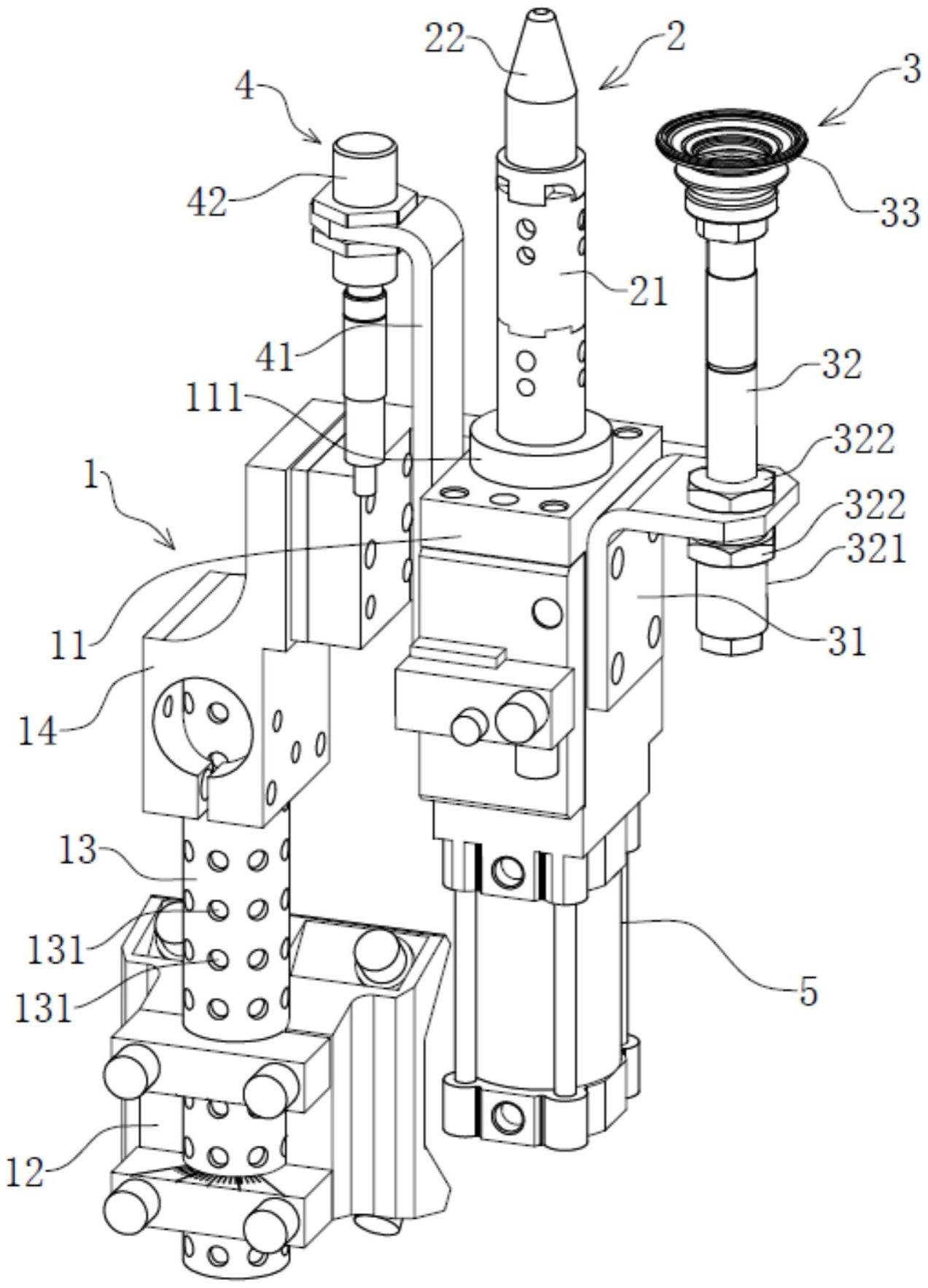
1.一种钣金加工定位吸附到位检测机构,其特征在于,包括安装支架(1)、定位单元(2)、吸附单元(3)和到位检测单元(4),所述安装支架(1)的顶部设置有安装板(11),所述安装板(11)设置有升降驱动件(5),所述定位单元(2)与所述升降驱动件(5)相连接,所述升降驱动件(5)用于驱使所述定位单元(2)上升或者下降,所述吸附单元(3)和所述到位检测单元(4)分别安装于所述安装板(11)的两侧,所述吸附单元(3)用于将钣金件的局部吸附固定,所述到位检测单元(4)用于检测所述钣金件是否放置到位。
2.根据权利要求1所述的钣金加工定位吸附到位检测机构,其特征在于,所述定位单元(2)包括定位杆(21)和定位端部(22),所述定位端部(22)为圆台结构且设于所述定位杆(21)远离所述安装板(11)的端部,所述定位杆(21)竖向滑动装配于所述安装板(11)上。
3.根据权利要求2所述的钣金加工定位吸附到位检测机构,其特征在于,所述安装板(11)上设置有供所述定位杆(21)竖向贯穿并滑动装配的限位环(111)。
4.根据权利要求1所述的钣金加工定位吸附到位检测机构,其特征在于,所述吸附单元(3)包括吸附安装座(31)、通气管(32)和吸盘(33),所述吸附安装座(31)与所述安装板(11)之间通过螺栓锁紧,所述通气管(32)安装于所述吸附安装座(31)上,所述通气管(32)用于连接外部的负压装置,所述吸盘(33)设于所述通气管(32)的顶部。
5.根据权利要求4所述的钣金加工定位吸附到位检测机构,其特征在于,所述通气管(32)相对于所述吸附安装座(31)的高度可调节,所述通气管(32)上设置有螺纹段(321),所述螺纹段(321)贯穿所述吸附安装座(31),所述螺纹段(321)上螺纹装配有两个锁紧螺母(322),两个所述锁紧螺母(322)用于夹紧固定所述吸附安装座(31)。
6.根据权利要求1所述的钣金加工定位吸附到位检测机构,其特征在于,所述到位检测单元(4)包括检测安装座(41)和接近传感器(42),所述接近传感器(42)的检测面水平布置,所述检测安装座(41)与所述安装板(11)之间通过螺栓锁紧,所述接近传感器(42)竖向安装于所述检测安装座(41)上。
7.根据权利要求1所述的钣金加工定位吸附到位检测机构,其特征在于,所述安装支架(1)还包括底座(12)、竖杆(13)和顶座(14),所述底座(12)通过螺栓锁紧固定于所述竖杆(13)的底部,所述顶座(14)通过螺栓锁紧固定于所述竖杆(13)的顶部,所述安装板(11)与所述顶座(14)之间通过螺栓锁紧。
8.根据权利要求7所述的钣金加工定位吸附到位检测机构,其特征在于,所述竖杆(13)为空心钢管,且所述空心钢管的周壁设置有多个孔洞(131)。
技术总结
本申请涉及钣金加工技术领域,尤其是涉及一种钣金加工定位吸附到位检测机构,包括安装支架、定位单元、吸附单元和到位检测单元,安装支架的顶部设置有安装板,安装板设置有升降驱动件,定位单元与升降驱动件相连接,升降驱动件用于驱使定位单元上升或者下降,吸附单元和到位检测单元分别安装于安装板的两侧。本申请的钣金加工定位吸附到位检测机构,放置好的钣金件会通过定位单元进行定位及预先固定,此时到位检测单元可以检测其与钣金件表面之间的距离,进而用于输出钣金件是否放置到位的信号,省去了工作人员需要反复手动接触并确认的过程,效率比较高,启动吸附单元,以将钣金件通过负压差的方式吸附固定,进而钣金件在加工时会更加牢固。
技术研发人员:李俊泽,龚光耀,周浩武
受保护的技术使用者:武汉德其技术发展有限公司
技术研发日:20230528
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!