一种组装铰链夹具的制作方法
本技术涉及装配夹具,具体涉及一种组装铰链夹具。
背景技术:
1、现有技术中将两个胶件连接在一起,一般采用铰链进行连接,考虑到成本问题,只能采用人工手动进行装配,人工作业时,需要把铰链用胶锤砸进安装孔内,一方面,操作步骤较为繁琐,工作效率低;另一方面,极易因安装孔对位不准或砸装时力度控制不好而砸坏产品,使得产品报废,产能也不能满足订单要求。
2、因此,需要提供一种组装铰链夹具,以此来解决上述问题。
技术实现思路
1、本实用新型的目的是克服现有技术的不足和缺陷,提供一种组装铰链夹具,其结构简单,易操作,且定位精准,能够有效地提高胶件铰链组装效率,并减少产品的损坏率。
2、本实用新型的目的是通过以下技术方案来实现的:
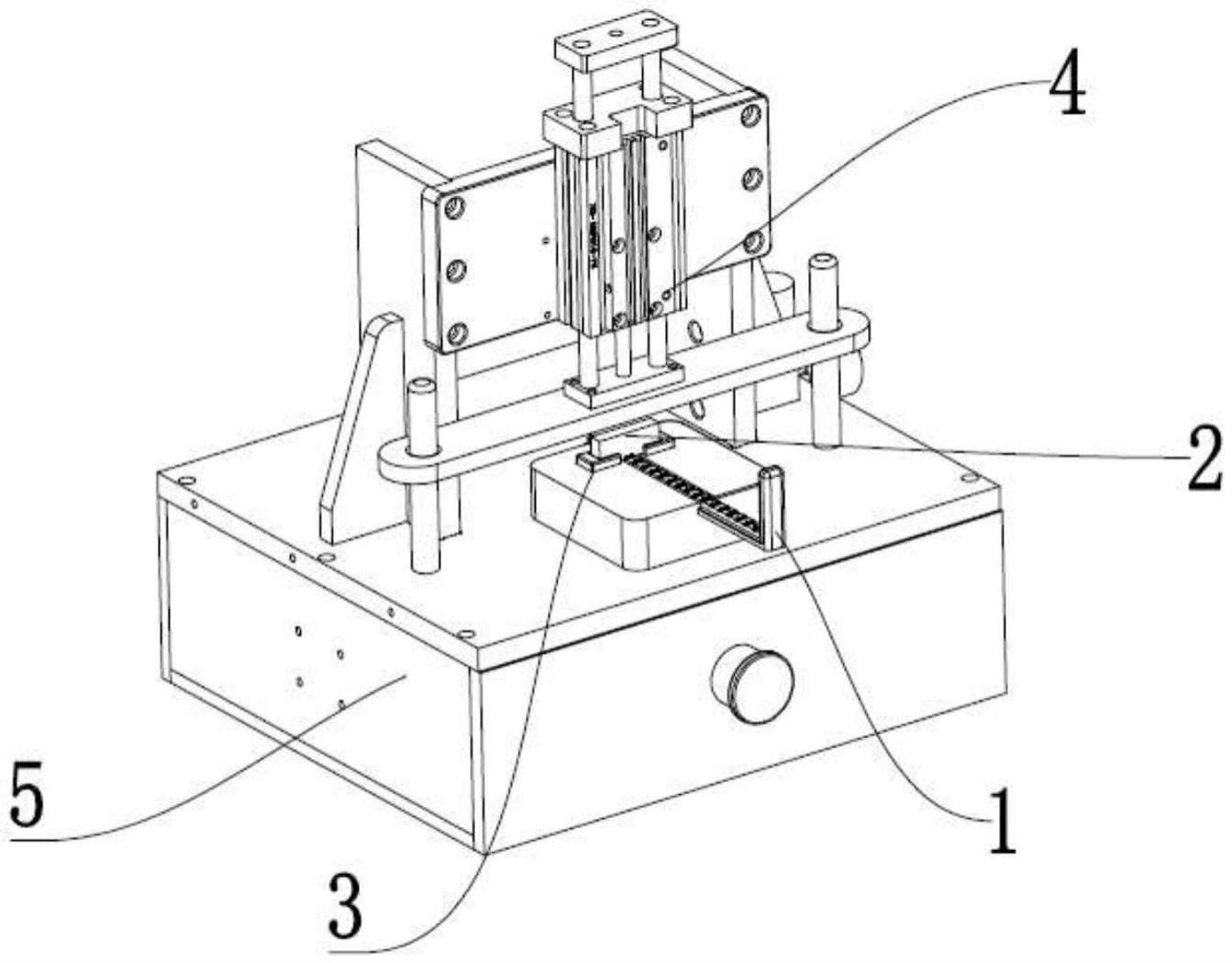
3、一种组装铰链夹具,包括装满铰链的铰链装盘、待组装胶件、定位机构以及压装机构,所述铰链装盘以及待组装胶件卡合在所述定位机构内,且所述待组装胶件垂直设置于所述铰链装盘的上方,所述压装机构设置在所述待组装胶件的正上方,且所述压装机构向下伸出推动所述待组装胶件向铰链压去,使得铰链压装在待组装胶件的下端。
4、作为本实用新型的一种优选技术方案,所述铰链装盘设置为l型结构,且所述铰链装盘设置有铰链定位槽,若干个所述铰链定位槽呈“一”字形均匀排列,且所述铰链装盘的底端设置有定位圆弧槽,所述定位圆弧槽的位置与所述铰链定位槽的位置相适配,所述铰链装盘的下端还设置有卡合块,所述铰链装盘通过所述卡合块与所述定位机构滑动连接。
5、作为本实用新型的一种优选技术方案,所述定位机构设置有限位块、弹簧拨珠、弹簧以及胶件定位块,所述限位块上端中部设置有限位槽,且所述卡合块卡接在所述限位槽内,所述弹簧拨珠设置在所述限位槽的底端,所述胶件定位块设置在所述弹簧拨珠的两侧,所述弹簧的上端连接在所述胶件定位块的底端,所述弹簧的下端与所述限位块的底部连接。
6、作为本实用新型的一种优选技术方案,所述胶件定位块上设置有定位槽,且两个所述胶件定位块对称设置,所述待组装胶件的两端卡合在所述定位槽内。
7、作为本实用新型的一种优选技术方案,所述压装机构设置有气缸、下压板、固定架以及导向杆,所述气缸竖直固定在所述固定架的前端,且所述气缸上下伸缩,所述下压板固定连接在所述气缸的伸出端,所述下压板的两端套接在所述导向杆上。
8、作为本实用新型的一种优选技术方案,所述夹具底部设置有底座,所述定位机构设置于所述底座的上端中部,所述压装机构设置于所述定位机构的后端,且所述固定架以及导向杆的下端所述底座固定连接。
9、与现有技术相比,本实用新型具有如下的有益效果:
10、本实用新型在利用简单的结构,巧妙制成胶件与铰链组装的夹具,利用弹夹式的铰链装盘在定位机构的限位槽内滑动,能够一次性有序完成多个装配组件,有效地提高胶件铰链组装效率;同时还在铰链装盘下端设置用于定位的圆弧槽,定位机构的限位槽内设置弹簧拨珠,使得铰链与胶件的组装更加精准;又在固定待组装胶件的定位快的下端连接弹簧,能够使压装力度自动调节,避免压伤产品,减少成本浪费,实用性高。
技术特征:
1.一种组装铰链夹具,包括装满铰链的铰链装盘、待组装胶件、定位机构以及压装机构,其特征在于,所述铰链装盘以及待组装胶件卡合在所述定位机构内,且所述待组装胶件垂直设置于所述铰链装盘的上方,所述压装机构设置在所述待组装胶件的正上方,且所述压装机构向下伸出推动所述待组装胶件向铰链压去,使得铰链压装在待组装胶件的下端。
2.根据权利要求1所述的一种组装铰链夹具,其特征在于,所述铰链装盘设置为l型结构,且所述铰链装盘设置有铰链定位槽,若干个所述铰链定位槽呈“一”字形均匀排列,且所述铰链装盘的底端设置有定位圆弧槽,且所述定位圆弧槽设置于所述铰链定位槽的正下方,所述铰链装盘的下端还设置有卡合块,所述铰链装盘通过所述卡合块与所述定位机构滑动连接。
3.根据权利要求2所述的一种组装铰链夹具,其特征在于,所述定位机构设置有限位块、弹簧拨珠、弹簧以及胶件定位块,所述限位块上端中部设置有限位槽,且所述卡合块卡接在所述限位槽内,所述弹簧拨珠设置在所述限位槽的底端,所述胶件定位块设置在所述弹簧拨珠的两侧,所述弹簧的上端连接在所述胶件定位块的底端,所述弹簧的下端与所述限位块的底部连接。
4.根据权利要求3所述的一种组装铰链夹具,其特征在于,所述胶件定位块上设置有定位槽,且两个所述胶件定位块对称设置,所述待组装胶件的两端卡合在所述定位槽内。
5.根据权利要求1所述的一种组装铰链夹具,其特征在于,所述压装机构设置有气缸、下压板、固定架以及导向杆,所述气缸竖直固定在所述固定架的前端,且所述气缸上下伸缩,所述下压板固定连接在所述气缸的伸出端,所述下压板的两端套接在所述导向杆上。
6.根据权利要求5所述的一种组装铰链夹具,其特征在于,所述夹具底部设置有底座,所述定位机构设置于所述底座的上端中部,所述压装机构设置于所述定位机构的后端,且所述固定架以及导向杆的下端所述底座固定连接。
技术总结
本技术涉及一种组装铰链夹具,包括装满铰链的铰链装盘、待组装胶件、定位机构以及压装机构,所述铰链装盘以及待组装胶件卡合在所述定位机构内,且所述待组装胶件垂直设置于所述铰链装盘的上方,所述压装机构设置在所述待组装胶件的正上方,且所述压装机构向下伸出推动所述待组装胶件向铰链压去,使得铰链压装在待组装胶件的下端。本技术公布了一种组装铰链夹具,其结构简单,易操作,且定位精准,能够有效地提高胶件铰链组装效率,并减少产品的损坏率。
技术研发人员:关帅涛,黎欢宗,韦春雨
受保护的技术使用者:东江精创注塑(深圳)有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!