一种ZB48特异性密封圈快速调整安装工具的制作方法
本技术涉及卷包机械,特别涉及一种zb48特异性密封圈快速调整安装工具。
背景技术:
1、zb48包装机中第一干燥轮推杆负责将干燥完成的烟包推入到下一道工序。本结构的端盖中有两个特异性密封圈,第一个密封圈阻挡大部分漏油,第二个密封圈解决因“渗油”现象,双重密封圈可以很好的起到漏油渗油问题。烟包推出机构在高频率、高强度的工况下作业一段时间后,密封圈可能由于损坏、移位等原因产生漏油现象,易造成油渍烟等质量事故,须对两个密封圈进行更换。然而,密封圈的更换不仅必须在停机状态下进行,还需考虑密封圈的同轴和深度问题。更换一次密封圈平均耗时在20分钟以上,这影响了设备有效作业率。
2、鉴于此,需要提出一种特异性密封圈快速调整安装工具,使密封圈的安装过程精准高效,快速便捷。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种zb48特异性密封圈快速调整安装工具,从而减少特异性密封圈、端盖安装调整时间。
2、本实用新型所要解决的技术问题是通过以下技术方案来实现的:
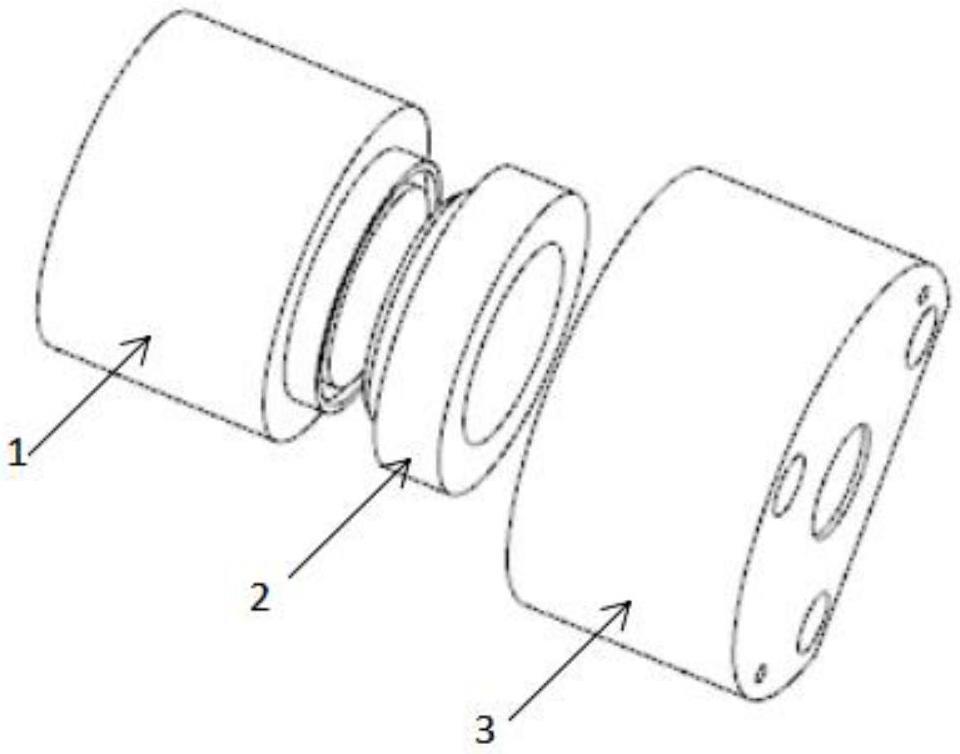
3、一种zb48特异性密封圈快速调整安装工具,包括第一定位套和第二定位套,所述第二定位套的长度大于所述第一定位套的长度,两个定位套均包括大圆柱端和小圆柱端,所述小圆柱端设置有凹槽,所述凹槽用于与特异性密封圈卡接连接,所述第二定位套的凹槽与一个特异性密封圈卡接后能通过敲击所述第二定位套的大圆柱端将所述特异性密封圈敲入端盖内,所述第一定位套的凹槽与另一个特异性密封圈卡接后能通过敲击所述第一定位套的大圆柱端将所述特异性密封圈也敲入端盖内。
4、优选地,所述端盖与凸台轴接头相连,且所述端盖通过所述凸台轴接头移送至在端盖支撑轴上。
5、优选地,所述凸台轴接头与所述端盖支撑轴插接连接。
6、优选地,所述第二定位套的大圆柱端的直径以及长度分别与所述第一定位套的大圆柱端的直径及长度相同。
7、优选地,所述第二定位套的小圆柱端的长度大于所述第一定位套的小圆柱端的长度。
8、优选地,所述第二定位套的小圆柱端的直径与所述第一定位套的小圆柱端的直径相同。
9、优选地,所述第一定位套和所述第二定位套的凹槽的深度相同。
10、优选地,所述特异性密封圈包括大圈和小圈,所述小圈的高度小于等于所述第一定位套和所述第二定位套的凹槽深度。
11、本实用新型上述技术方案,具有如下有益效果:
12、本申请的结构简单,性价比高;该种快速安装工具可以大幅度降低特异性密封圈、端盖所消耗的时间,精确保证特异性密封圈的预定安装位置,有效解决安装过程中的同轴度与深度问题;同时在安装过程中,可以很大程度的减少对特异性密封圈、端盖的损伤。
技术特征:
1.一种zb48特异性密封圈快速调整安装工具,其特征在于,包括第一定位套(1)和第二定位套(4),所述第二定位套(4)的长度大于所述第一定位套(1)的长度,两个定位套均包括大圆柱端和小圆柱端,所述小圆柱端设置有凹槽,所述凹槽用于与特异性密封圈(2)卡接连接,所述第二定位套(4)的凹槽与一个特异性密封圈(2)卡接后能通过敲击所述第二定位套(4)的大圆柱端将所述特异性密封圈(2)敲入端盖(3)内,所述第一定位套(1)的凹槽与另一个特异性密封圈(2)卡接后能通过敲击所述第一定位套(1)的大圆柱端将所述特异性密封圈(2)也敲入端盖(3)内。
2.根据权利要求1所述的zb48特异性密封圈快速调整安装工具,其特征在于,所述端盖(3)与凸台轴接头(5)相连,且所述端盖(3)通过所述凸台轴接头(5)移送至在端盖支撑轴(6)上。
3.根据权利要求2所述的zb48特异性密封圈快速调整安装工具,其特征在于,所述凸台轴接头(5)与所述端盖支撑轴(6)插接连接。
4.根据权利要求1所述的zb48特异性密封圈快速调整安装工具,其特征在于,所述第二定位套(4)的大圆柱端的直径以及长度分别与所述第一定位套(1)的大圆柱端的直径及长度相同。
5.根据权利要求4所述的zb48特异性密封圈快速调整安装工具,其特征在于,所述第二定位套(4)的小圆柱端的长度大于所述第一定位套(1)的小圆柱端的长度。
6.根据权利要求5所述的zb48特异性密封圈快速调整安装工具,其特征在于,所述第二定位套(4)的小圆柱端的直径与所述第一定位套(1)的小圆柱端的直径相同。
7.根据权利要求1所述的zb48特异性密封圈快速调整安装工具,其特征在于,所述第一定位套(1)和所述第二定位套(4)的凹槽的深度相同。
8.根据权利要求7所述的zb48特异性密封圈快速调整安装工具,其特征在于,所述特异性密封圈(2)包括大圈和小圈,所述小圈的高度小于等于所述第一定位套(1)和所述第二定位套(4)的凹槽深度。
技术总结
本技术公开了一种ZB48特异性密封圈快速调整安装工具,包括第一定位套和第二定位套,两个定位套均包括大圆柱端和小圆柱端,小圆柱端设置有凹槽,凹槽用于与特异性密封圈卡接连接,第二定位套的凹槽与一个特异性密封圈卡接后能通过敲击第二定位套的大圆柱端将特异性密封圈敲入端盖内,第一定位套的凹槽与另一个特异性密封圈卡接后能通过敲击第一定位套的大圆柱端将特异性密封圈也敲入端盖内。本申请的快速安装工具可以大幅度降低特异性密封圈、端盖所消耗的时间,精确保证特异性密封圈的预定安装位置,有效解决安装过程中的同轴度与深度问题;在安装过程中,可以很大程度的减少对特异性密封圈、端盖的损伤。
技术研发人员:宋宝丰,王智军,许凯乐,孙顺凯,方海林,周俊
受保护的技术使用者:浙江中烟工业有限责任公司
技术研发日:20230612
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!