一种汽车风管的冲切加工工装的制作方法
本技术涉及一种汽车风管的冲切加工工装,属于汽车风管加工。
背景技术:
1、汽车中央空调系统的风管是通过吹塑成型工艺加工而成,成型后,需要二次加工,将风管两端的封闭料头切掉。现有技术,采用人工作业的方式对两端的多余部分进行切割,人工切割操作不安全,并且效率低成本高,切割断面不平整。
技术实现思路
1、为解决现有技术存在的缺陷,本实用新型的目的是提供一种代替人工、降低人力成本、安全高效,提高质量的汽车风管的冲切加工工装。
2、本实用新型的技术方案是:一种汽车风管的冲切加工工装,工作台上表面设有冲切气缸a和冲切气缸b,冲切气缸a和冲切气缸b输出端分别通过连接块连接冲切刀具a和冲切刀具b,所述冲切刀具a和冲切刀具b分别滑动设置于滑道a和滑道b中,冲切刀具a和冲切刀具b的移动路径侧部设有承托块a和承托块b,承托块a和承托块b上端面开有凹槽,压块a和压块b分别与承托块a和承托块b配合,对风管进行压紧固定,所述压块a和压块b上均设有凸起,凸起与所述凹槽插接配合,所述压块a和压块b分别连接压紧气缸a和压紧气缸b。
3、所述承托块a和承托块b之间设有承托块c,所述承托块a、承托块b以及承托块c均固定在工作台上。
4、所述承托块a、承托块b以及承托块c上端面均与风管仿形的下固定槽口。
5、所述压块a和压块b上均设有与风管仿形的上固定槽口,压块a和压块b上的上固定槽口分别与承托块a和承托块b的下固定槽口配合。
6、所述承托块a和承托块b侧部的工作台上开有排废料口。
7、所述压紧气缸a和压紧气缸b分别通过支架a和支架b固定在工作台上。
8、本实用新型的有益效果是:代替人工切割,提高效率和切割质量,降低人力成本和工作强度,同时使风管的二次切割加工工序更加安全。
技术特征:
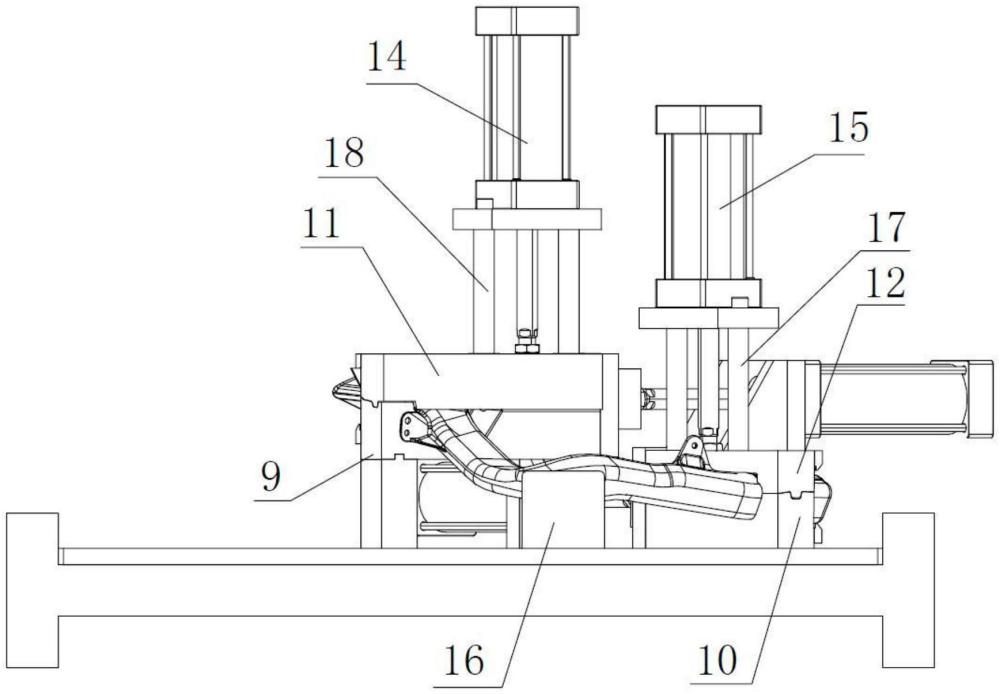
1.一种汽车风管的冲切加工工装,其特征在于,工作台(1)上表面设有冲切气缸a(2)和冲切气缸b(3),冲切气缸a(2)和冲切气缸b(3)输出端分别通过连接块(4)连接冲切刀具a(5)和冲切刀具b(6),所述冲切刀具a(5)和冲切刀具b(6)分别滑动设置于滑道a(7)和滑道b(8)中,冲切刀具a(5)和冲切刀具b(6)的移动路径侧部设有承托块a(9)和承托块b(10),承托块a(9)和承托块b(10)上端面开有凹槽,压块a(11)和压块b(12)分别与承托块a(9)和承托块b(10)配合,对风管(13)进行压紧固定,所述压块a(11)和压块b(12)上均设有凸起,凸起与所述凹槽插接配合,所述压块a(11)和压块b(12)分别连接压紧气缸a(14)和压紧气缸b(15)。
2.根据权利要求1所述的汽车风管的冲切加工工装,其特征在于,所述承托块a(9)和承托块b(10)之间设有承托块c(16),所述承托块a(9)、承托块b(10)以及承托块c(16)均固定在工作台(1)上。
3.根据权利要求2所述的汽车风管的冲切加工工装,其特征在于,所述承托块a(9)、承托块b(10)以及承托块c(16)上端面均与风管(13)仿形的下固定槽口。
4.根据权利要求3所述的汽车风管的冲切加工工装,其特征在于,所述压块a(11)和压块b(12)上均设有与风管(13)仿形的上固定槽口,压块a(11)和压块b(12)上的上固定槽口分别与承托块a(9)和承托块b(10)的下固定槽口配合。
5.根据权利要求1所述的汽车风管的冲切加工工装,其特征在于,所述承托块a(9)和承托块b(10)侧部的工作台(1)上开有排废料口(19)。
6.根据权利要求1所述的汽车风管的冲切加工工装,其特征在于,所述压紧气缸a(14)和压紧气缸b(15)分别通过支架a(17)和支架b(18)固定在工作台(1)上。
技术总结
本技术公开了一种汽车风管的冲切加工工装,属于汽车风管加工技术领域。工作台上表面设有冲切气缸a和冲切气缸b,冲切气缸a和冲切气缸b输出端分别通过连接块连接冲切刀具a和冲切刀具b,所述冲切刀具a和冲切刀具b分别滑动设置于滑道a和滑道b中,冲切刀具a和冲切刀具b的移动路径侧部设有承托块a和承托块b,承托块a和承托块b上端面开有凹槽,压块a和压块b分别与承托块a和承托块b配合,对风管进行压紧固定,所述压块a和压块b分别连接压紧气缸a和压紧气缸b。本技术的有益效果是:代替人工切割,提高效率和切割质量,降低人力成本和工作强度,同时使风管的二次切割加工工序更加安全。
技术研发人员:汪友林,赵清东,王龙,孙亚洲,金容辉
受保护的技术使用者:大连福赛汽车部件有限公司
技术研发日:20230628
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!