一种圆刀成型后外框废料自动排废装置的制作方法
本技术涉及圆刀模废料收集,具体为一种圆刀成型后外框废料自动排废装置。
背景技术:
1、模切产品广泛应用于汽车制造、电子等行业。模切产品分为多种,根据产品的需要,需要更换不同的刀模,根据形状分为平刀模具和圆刀模具。圆刀模具是通过旋转实现对产品的模切作业,可对多种产品进行生产。
2、如专利号cn202022158747.3公开了一种圆刀成型后外框废料自动排废装置,其中指出了对胶条生产时,需要通过圆刀模对胶条进行裁剪打孔等操作,且其设置有毛刷、鼓风机、排气板以及收集盒等结构,通过毛刷将圆刀模上的废料刷下,并通过排气板吹出气体,将废料吹入收集盒内部,其理论上能完成对废料的收集,但是其通过单一毛刷对圆刀模进行清理,导致清理效果受限,仍可能有部分废料杂质残留在圆刀模上,容易对后续模切造成影响,此外,通过风力吹动将废料吹入收集盒中,由于模切出的废料大小不一,但是其吹动的风力是固定的,导致大小不一的废料很难完全落入收集盒中,且通过风力吹动收集容易将粉尘吹至空中,对环境以及工作人员影响较大,为此我们提出一种圆刀成型后外框废料自动排废装置以解决上述提出的问题。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种圆刀成型后外框废料自动排废装置,解决了上述背景技术中提出的问题。
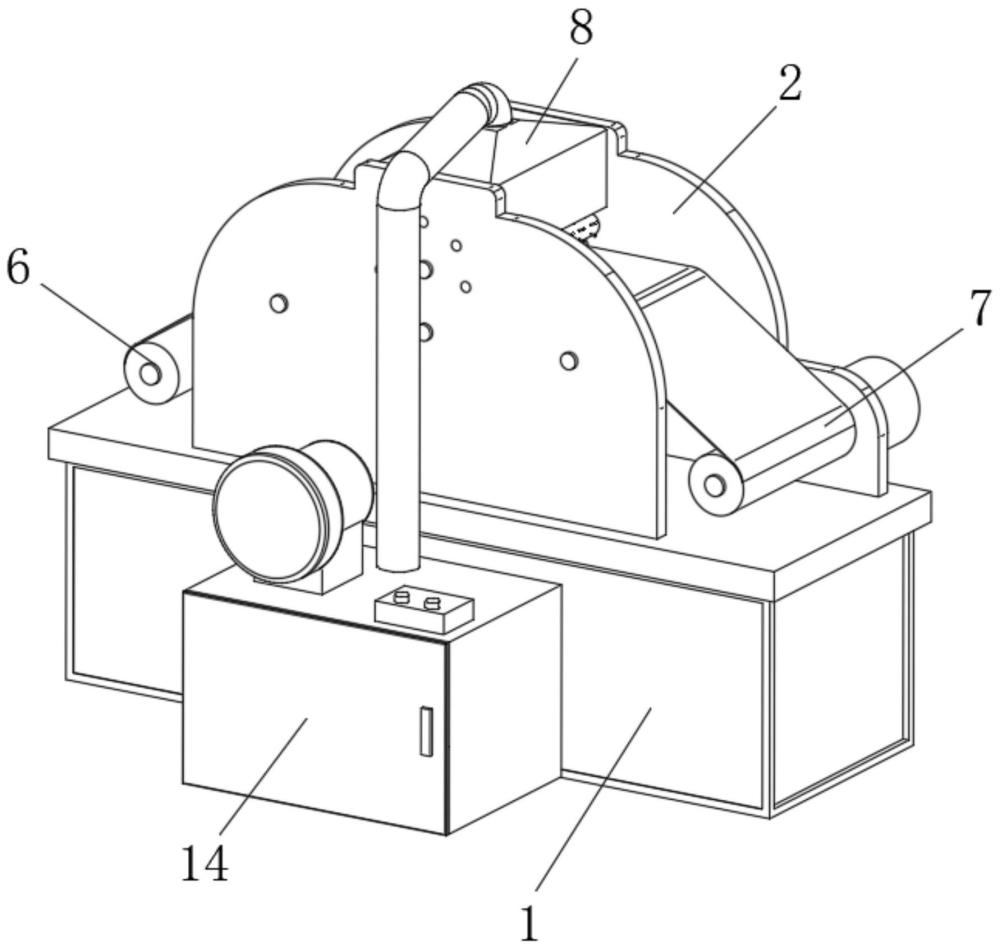
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种圆刀成型后外框废料自动排废装置,包括安装基座,所述安装基座的顶部固定安装有安装衬板,且安装衬板的内部活动安装有圆刀模以及支撑辊,所述安装基座的左侧设置有收纳机构、右侧设置有放缩机构,所述收纳机构、放缩机构上卷绕有待加工胶条,所述支撑辊的数量为三组,中间所述支撑辊位于圆刀模的正下方,所述圆刀模与中间所述支撑辊的一端均固定连接有第一传动齿轮,所述安装衬板的内部活动安装有位于圆刀模外部的毛刷辊,所述圆刀模靠近第一传动齿轮的一端固定连接有第二传动齿轮,所述毛刷辊的一端固定连接有与第二传动齿轮配合的第三传动齿轮,所述安装衬板的背面固定安装有可为圆刀模、支撑辊转动提供动力的驱动电机,所述安装衬板的顶部固定安装有进气端头,且进气端头的底部固定连通有进气嘴,所述安装基座的背面固定安装有自动吸废料机,且自动吸废料机的进气口固定连接有传输管道。
3、优选的,三组所述支撑辊处于同一高度,且三组支撑辊均位于收纳机构、放缩机构的上方,所述待加工胶条搭设于支撑辊的上方。
4、优选的,所述毛刷辊的数量为4-6组,且毛刷辊均匀分布于圆刀模外部。
5、优选的,所述驱动电机的输出轴与中间所述的支撑辊固定连接,中间所述支撑辊以及所述圆刀模端部的第一传动齿轮相互啮合。
6、优选的,所述进气嘴的数量比毛刷辊的数量少1,所述进气嘴位于相邻的毛刷辊之间。
7、优选的,所述传输管道远离自动吸废料机的一端于进气端头固定连通,所述进气端头整体为倒置的四棱台形状。
8、本实用新型提供了一种圆刀成型后外框废料自动排废装置,具备以下有益效果:
9、1、该圆刀成型后外框废料自动排废装置,通过在圆刀模的外部设置多组毛刷辊,在圆刀模转动对待加工胶条进行模切时,通过第二传动齿轮、第三传动齿轮传动,圆刀模同步带动毛刷辊转动,通过转动的毛刷辊对圆刀模外部进行清理,提高对圆刀模外部废料以及杂质的清理效果,避免废料或者杂质残留对后续模切造成影响。
10、2、该圆刀成型后外框废料自动排废装置,通过在毛刷辊外部设置进气嘴以及进气端头,当毛刷辊将圆刀模外部的废料以及杂质清理下后,自动吸废料机可沿进气端头、进气嘴对废料以及杂质进行抽吸,实现对废料的完全收集,且由于采用抽吸收集的方式,不会将废料与杂质吹至空中,避免对环境以及工作人员造成影响。
技术特征:
1.一种圆刀成型后外框废料自动排废装置,包括安装基座(1),所述安装基座(1)的顶部固定安装有安装衬板(2),且安装衬板(2)的内部活动安装有圆刀模(3)以及支撑辊(4),所述安装基座(1)的左侧设置有收纳机构(6)、右侧设置有放缩机构(7),所述收纳机构(6)、放缩机构(7)上卷绕有待加工胶条(5),其特征在于:所述支撑辊(4)的数量为三组,中间所述支撑辊(4)位于圆刀模(3)的正下方,所述圆刀模(3)与中间所述支撑辊(4)的一端均固定连接有第一传动齿轮(11),所述安装衬板(2)的内部活动安装有位于圆刀模(3)外部的毛刷辊(10),所述圆刀模(3)靠近第一传动齿轮(11)的一端固定连接有第二传动齿轮(12),所述毛刷辊(10)的一端固定连接有与第二传动齿轮(12)配合的第三传动齿轮(13),所述安装衬板(2)的背面固定安装有可为圆刀模(3)、支撑辊(4)转动提供动力的驱动电机(15),所述安装衬板(2)的顶部固定安装有进气端头(8),且进气端头(8)的底部固定连通有进气嘴(9),所述安装基座(1)的背面固定安装有自动吸废料机(14),且自动吸废料机(14)的进气口固定连接有传输管道(16)。
2.根据权利要求1所述的一种圆刀成型后外框废料自动排废装置,其特征在于:三组所述支撑辊(4)处于同一高度,且三组支撑辊(4)均位于收纳机构(6)、放缩机构(7)的上方,所述待加工胶条(5)搭设于支撑辊(4)的上方。
3.根据权利要求1所述的一种圆刀成型后外框废料自动排废装置,其特征在于:所述毛刷辊(10)的数量为4-6组,且毛刷辊(10)均匀分布于圆刀模(3)外部。
4.根据权利要求1所述的一种圆刀成型后外框废料自动排废装置,其特征在于:所述驱动电机(15)的输出轴与中间所述的支撑辊(4)固定连接,中间所述支撑辊(4)以及所述圆刀模(3)端部的第一传动齿轮(11)相互啮合。
5.根据权利要求1所述的一种圆刀成型后外框废料自动排废装置,其特征在于:所述进气嘴(9)的数量比毛刷辊(10)的数量少1,所述进气嘴(9)位于相邻的毛刷辊(10)之间。
6.根据权利要求1所述的一种圆刀成型后外框废料自动排废装置,其特征在于:所述传输管道(16)远离自动吸废料机(14)的一端于进气端头(8)固定连通,所述进气端头(8)整体为倒置的四棱台形状。
技术总结
本技术公开了一种圆刀成型后外框废料自动排废装置,涉及圆刀模废料收集技术领域,具体为一种圆刀成型后外框废料自动排废装置,包括安装基座,所述安装基座的顶部固定安装有安装衬板,且安装衬板的内部活动安装有圆刀模以及支撑辊,所述安装基座的左侧设置有收纳机构、右侧设置有放缩机构。该圆刀成型后外框废料自动排废装置,通过在圆刀模的外部设置多组毛刷辊,在圆刀模转动对待加工胶条进行模切时,通过第二传动齿轮、第三传动齿轮传动,圆刀模同步带动毛刷辊转动,通过转动的毛刷辊对圆刀模外部进行清理,提高对圆刀模外部废料以及杂质的清理效果,避免废料或者杂质残留对后续模切造成影响。
技术研发人员:杨其兵,留春阳,饶培坤
受保护的技术使用者:智联精密科技东台有限公司
技术研发日:20230718
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!