一种单柱式瓶阀装卸机的制作方法
本技术属于气瓶瓶阀装卸,尤其涉及一种单柱式瓶阀装卸机。
背景技术:
1、气瓶广泛应用于工业上和日常生活中,阀门是气瓶上的重要部件,阀门安装在气瓶上是否紧密可靠,直接决定气瓶能否安全工作。目前,市场上的瓶阀装卸主要由瓶阀装卸机来完成,现有的瓶阀装卸机在对瓶阀进行装卸的过程中,由于气瓶高度的不同,需要人工不断反复调整装卸装置与气瓶阀门的距离,以保证正常装卸,严重影响装卸效率
技术实现思路
1、针对现有技术中的缺陷或不足,本实用新型提供了一种单柱式瓶阀装卸机,能够快速调整装卸装置与气瓶阀门的距离,提高的装卸效率。
2、为实现上述目的,本实用新型采用如下技术方案:
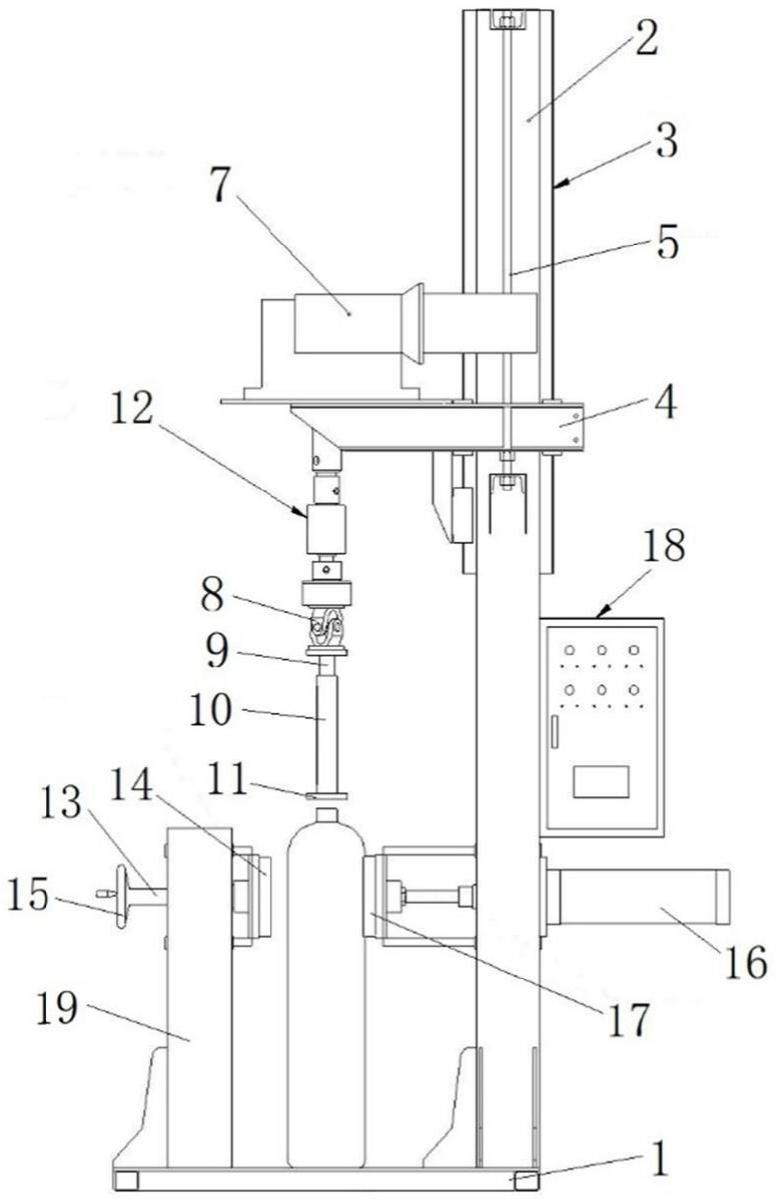
3、本实用新型的实施例提供了一种单柱式瓶阀装卸机,包括固定底座和立柱,所述立柱竖直设置在固定底座的一侧,所述立柱上部设置有升降机构,所述升降机构通过升降平台连接有扭转机构;
4、所述扭转机构包括两个竖直设置的直线导轨,两条导轨平行设置在立柱上,两条直线导轨通过滑块滑动连接有升降平台,两个直线导轨之间设置有升降定位螺杆。
5、进一步地,所述立柱上还设置有升降气缸,所述升降气缸一端与立柱相连,一端与升降平台相连。
6、进一步地,所述扭转机构包括扭转电机与扭转组件,所述扭转电机固定在升降平台上,所述扭转电机的输出轴朝下设置,所述扭转组件与扭转电机的输出轴固定连接。
7、进一步地,所述扭转组件包括万向节、滑杆和滑套,所述万向节一端通过联轴器与扭转电机的输出轴相连,另一端与滑杆相连,所述滑套套设在滑杆外侧。
8、进一步地,所述滑套远离万向节的一端设置有阀门夹,所述阀门夹用于夹紧气瓶阀门。
9、进一步地,所述升降机构下方设置有夹紧机构,所述夹紧机构包括手动夹紧机构和气动夹紧机构,所述手动夹紧机构和气动夹紧机构相对设置。
10、进一步地,所述手动夹紧机构包括支撑柱,所述支撑柱竖直设置在固定底座远离立柱的一侧。
11、进一步地,所述支撑柱的顶端水平开设有螺纹孔,所述螺纹孔内螺纹连接有丝杆,所述丝杆的一端设置有第一夹持板,丝杆另一端设置有手轮。
12、进一步地,所述气动夹紧机构设置在立柱上,所述气动夹紧机构包括夹紧气缸与第二夹持板,所述第二夹持板固定在夹紧气缸伸缩轴端部。
13、进一步地,所述立柱上还设置有电控系统,所述电控系统分别与升降机构、夹紧机构和扭转机构电连接。
14、与现有技术相比,本实用新型的有益效果在于:
15、1、本实用新型通过气缸升降快速调整扭转电机高度位置,再通过螺杆定位结构,实现任意高度定位,适应不同瓶高的气瓶,提高瓶阀的装卸效率。
16、2、本实用新型通过手轮螺杆进退定位夹紧机构适应不同瓶径大小的中心定位,加上气动夹紧,实现大小气瓶的快速固定夹紧;
17、3、本实用新型通过在扭转电机直联动态扭矩传感器,实现达到标定扭矩值时自动停机。
技术特征:
1.一种单柱式瓶阀装卸机,其特征在于,包括固定底座和立柱,所述立柱竖直设置在固定底座的一侧,所述立柱上部设置有升降机构,所述升降机构通过升降平台连接有扭转机构;
2.如权利要求1所述的一种单柱式瓶阀装卸机,其特征在于,所述立柱上还设置有升降气缸,所述升降气缸一端与立柱相连,一端与升降平台相连。
3.如权利要求1所述的一种单柱式瓶阀装卸机,其特征在于,所述扭转机构包括扭转电机与扭转组件,所述扭转电机固定在升降平台上,所述扭转电机的输出轴朝下设置,所述扭转组件与扭转电机的输出轴固定连接。
4.如权利要求3所述的一种单柱式瓶阀装卸机,其特征在于,所述扭转组件包括万向节、滑杆和滑套,所述万向节一端通过联轴器与扭转电机的输出轴相连,另一端与滑杆相连,所述滑套套设在滑杆外侧。
5.如权利要求4所述的一种单柱式瓶阀装卸机,其特征在于,所述滑套远离万向节的一端设置有阀门夹,所述阀门夹用于夹紧气瓶阀门。
6.如权利要求1所述的一种单柱式瓶阀装卸机,其特征在于,所述升降机构下方设置有夹紧机构,所述夹紧机构包括手动夹紧机构和气动夹紧机构,所述手动夹紧机构和气动夹紧机构相对设置。
7.如权利要求6所述的一种单柱式瓶阀装卸机,其特征在于,所述手动夹紧机构包括支撑柱,所述支撑柱竖直设置在固定底座远离立柱的一侧。
8.如权利要求7所述的一种单柱式瓶阀装卸机,其特征在于,所述支撑柱的顶端水平开设有螺纹孔,所述螺纹孔内螺纹连接有丝杆,所述丝杆的一端设置有第一夹持板,丝杆另一端设置有手轮。
9.如权利要求6所述的一种单柱式瓶阀装卸机,其特征在于,所述气动夹紧机构设置在立柱上,所述气动夹紧机构包括夹紧气缸与第二夹持板,所述第二夹持板固定在夹紧气缸伸缩轴端部。
10.如权利要求6所述的一种单柱式瓶阀装卸机,其特征在于,所述立柱上还设置有电控系统,所述电控系统分别与升降机构、夹紧机构和扭转机构电连接。
技术总结
本技术提供了一种单柱式瓶阀装卸机,属于气瓶瓶阀装卸技术领域,包括固定底座和立柱,所述立柱竖直设置在固定底座的一侧,所述立柱上部设置有升降机构,所述升降机构通过升降平台连接有扭转机构;所述扭转机构包括两个竖直设置的直线导轨,两条导轨平行设置在立柱上,两条直线导轨通过滑块滑动连接有升降平台,两个直线导轨之间设置有升降定位螺杆。本技术能够快速调整装卸装置与气瓶阀门的距离,提高的装卸效率。
技术研发人员:边境,张坤
受保护的技术使用者:山东赛思特流体控制系统有限公司
技术研发日:20230725
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!