航空铝合金管形铸件加工夹持工装的制作方法
本技术涉及航空铝合金铸件生产,尤其是涉及航空铝合金管形铸件加工夹持工装。
背景技术:
1、在现在的飞机构件中,大约会有1600到2100种铝铸件,伴随着国内航天航空整体水平的不断提高,对于铝铸件的要求也不断向高精度,高性能,复杂化,整体化的方向发展,而大型铝铸件的轻量薄壁化是现代铸造技术发展的重要方向。但是这类大型铸件由于其本身的尺寸较大,形状比较复杂,要求高的原因,在铸造过程中会经常的在铸件外观质量,铸件尺寸精度和铸件局部补缩上出现问题,影响着产品铸造完成后的使用质量。而当代铸造业为了提高大型轻量薄壁铝铸件的铸造,基本上都已采用以低压铸造为主的形式来进行精密铸造。
2、薄壁航空铝合金管形铸件的材料可选用zll14a-t6,此合金流动性、抗热裂倾向、抗缩松倾向和气密性等工艺性能较好,是一种较理想的铸造铝合金。
3、现有的薄壁航空铝合金管形铸件常需要开孔,针对细长的管形铸件来说,其在开孔加工过程中夹持工装需要提供有效的内支撑,传统的夹持工装不能根据开孔位置进行支撑调节,不能使得内支撑的避让槽快速位移至开孔位置处,影响开孔加工效率。因此,需要进行优化改进。
4、授权公开号为cn217433774u的中国专利公开了一种薄壁航空铝合金管形铸件加工用夹持工装,通过设置夹持机构,夹持机构其上的柱形内支撑体的外侧设有螺旋避让槽,利用两个柱形内支撑体可有效为管形铸件提供支撑,同时旋转柱形内支撑体可快速将螺旋避让槽的部分槽体位移至开孔位置处,满足开孔避让需求和开孔局部支撑需求;
5、该一种薄壁航空铝合金管形铸件加工用夹持工装虽然满足开孔避让需求和开孔局部支撑需求,但是在实际使用的过程中,只能对一种直径的管形铸件进行夹持固定,而无法针对与不同管径的管形铸件进行夹持固定,而在生产过程中,不同管形铸件加工件的直径大小是多样,这样就使得设备的使用变得局限性较大,实用性较差,当需要对不同的管径进行夹持的时候,就需要使用不同尺寸的设备进行夹持固定,不仅耗费成本,而且影响加工效率。
6、为此,提出航空铝合金管形铸件加工夹持工装。
技术实现思路
1、本实用新型所要解决的技术问题在于,提供能够对不同管径的管形铸件进行适应性调节航空铝合金管形铸件加工夹持工装。
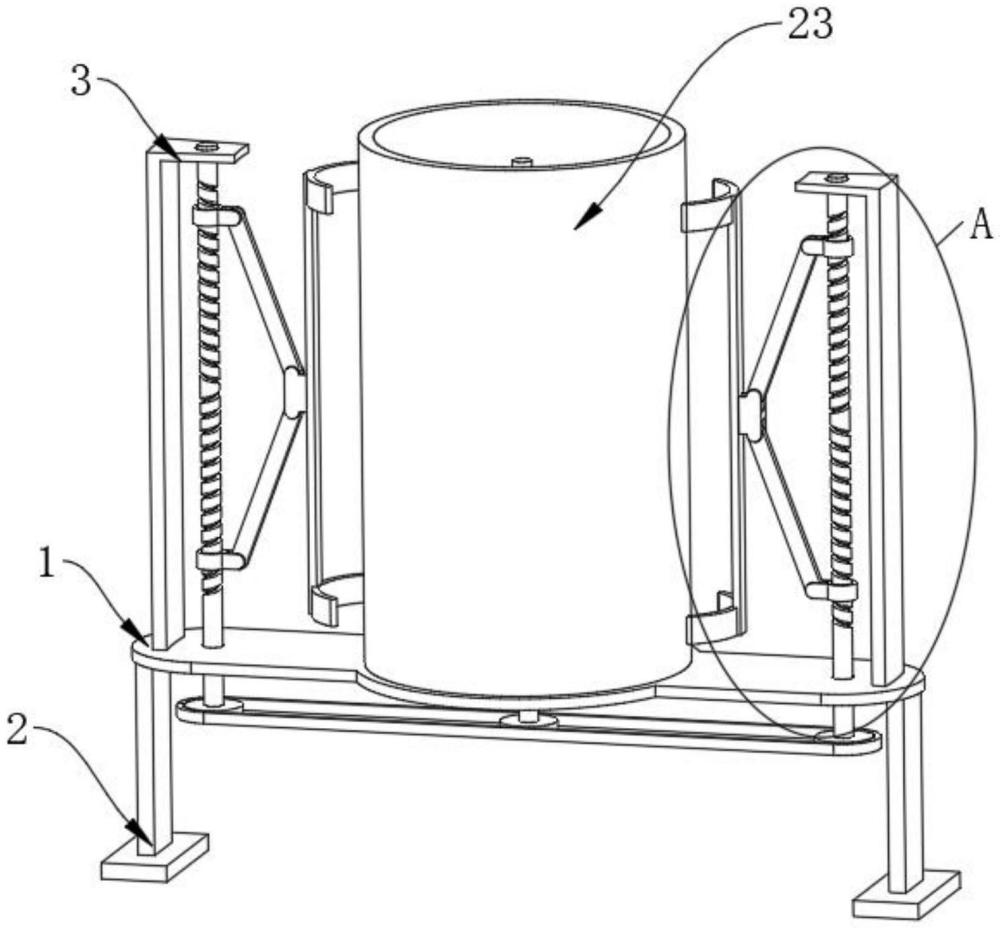
2、为实现上述目的,本实用新型提供如下技术方案:航空铝合金管形铸件加工夹持工装,包括支撑板,所述支撑板的下端面左侧与右侧均固定安装有支撑腿,所述支撑板的上端面左侧与右侧均设置有外夹持机构,所述支撑板的上侧中部有内夹持机构,所述支撑板的下侧设置有传动机构,所述外夹持机构包括支撑板的上端面固定安装的框架,所述框架的内部转动连接有螺纹杆一,所述螺纹杆一的外表面上侧螺旋传动连接有螺纹套一,所述螺纹套一的外表面左侧转动连接有连杆一,所述螺纹杆一的外表面下侧螺旋传动连接的螺纹套二,所述螺纹套二的外表面左侧转动连接有连杆二,所述内夹持机构的外侧套设有加工件。
3、进一步的,所述螺纹杆一的左侧设置有支撑杆,所述支撑杆的右端面固定安装有顶块一,所述连杆一与连杆二均与顶块一转动连接,所述支撑杆的左端面上侧与下侧均固定安装有夹板一。
4、进一步的,所述外夹持机构包括支撑板的上端面中部转动连接的螺纹杆二,所述螺纹杆二的外表面上侧螺旋传动连接有螺纹套三,所述螺纹套三的外表面左侧与右侧均转动连接有连杆三。
5、进一步的,所述螺纹杆二的外表面下侧螺旋传动连接的螺纹套四,所述螺纹套四的外表面左侧与右侧均转动连接有连杆四。
6、进一步的,所述螺纹杆二的左侧与右侧均设置有夹板二,所述夹板二的一侧固定安装有顶块二,一侧所述连杆三与连杆四均与对应的顶块二转动连接。
7、进一步的,所述外夹持机构设置有两组,并呈镜像对称设置,所述内夹持机构设置在两组所述外夹持机构之间。
8、进一步的,所述传动机构包括支撑板的下端面中部固定安装的双轴电机,所述双轴电机的上端设置有上输出轴,所述上输出轴延伸至支撑板的上侧并与螺纹杆二固定连接。
9、进一步的,所述双轴电机的下端设置有下输出轴,所述下输出轴的下端固定安装有传动轮一,所述支撑板的下侧对应两组螺纹杆一设置有两组传动轮二,所述螺纹杆一贯穿支撑板并延伸至下侧与传动轮二固定连接,所述传动轮一与传动轮二的外侧设置有皮带,并通过皮带传动连接。
10、与现有技术相比,本实用新型的有益效果是:
11、1.本实用新型通过设置内夹持机构与外夹持机构相互配合,在传动机构的传动下,使得夹板一与夹板二相向运动,将加工件的内部均进行夹持固定,增加设备在加工时的稳定性;
12、2.本实用新型通过设置传动机构,利用双轴电机进行驱动,同步对两组外夹持机构与一组内夹持机构进行传动,使内外夹持机构运转对加工件进行夹持固定。
技术特征:
1.航空铝合金管形铸件加工夹持工装,包括支撑板(1),其特征在于:所述支撑板(1)的下端面左侧与右侧均固定安装有支撑腿(2),所述支撑板(1)的上端面左侧与右侧均设置有外夹持机构,所述支撑板(1)的上侧中部有内夹持机构,所述支撑板(1)的下侧设置有传动机构,所述外夹持机构包括支撑板(1)的上端面固定安装的框架(3),所述框架(3)的内部转动连接有螺纹杆一(4),所述螺纹杆一(4)的外表面上侧螺旋传动连接有螺纹套一(5),所述螺纹套一(5)的外表面左侧转动连接有连杆一(6),所述螺纹杆一(4)的外表面下侧螺旋传动连接的螺纹套二(7),所述螺纹套二(7)的外表面左侧转动连接有连杆二(8),所述内夹持机构的外侧套设有加工件(23)。
2.根据权利要求1所述的航空铝合金管形铸件加工夹持工装,其特征在于:所述螺纹杆一(4)的左侧设置有支撑杆(10),所述支撑杆(10)的右端面固定安装有顶块一(9),所述连杆一(6)与连杆二(8)均与顶块一(9)转动连接,所述支撑杆(10)的左端面上侧与下侧均固定安装有夹板一(11)。
3.根据权利要求2所述的航空铝合金管形铸件加工夹持工装,其特征在于:所述外夹持机构包括支撑板(1)的上端面中部转动连接的螺纹杆二(12),所述螺纹杆二(12)的外表面上侧螺旋传动连接有螺纹套三(13),所述螺纹套三(13)的外表面左侧与右侧均转动连接有连杆三(14)。
4.根据权利要求3所述的航空铝合金管形铸件加工夹持工装,其特征在于:所述螺纹杆二(12)的外表面下侧螺旋传动连接的螺纹套四(15),所述螺纹套四(15)的外表面左侧与右侧均转动连接有连杆四(16)。
5.根据权利要求4所述的航空铝合金管形铸件加工夹持工装,其特征在于:所述螺纹杆二(12)的左侧与右侧均设置有夹板二(18),所述夹板二(18)的一侧固定安装有顶块二(17),一侧所述连杆三(14)与连杆四(16)均与对应的顶块二(17)转动连接。
6.根据权利要求5所述的航空铝合金管形铸件加工夹持工装,其特征在于:所述外夹持机构设置有两组,并呈镜像对称设置,所述内夹持机构设置在两组所述外夹持机构之间。
7.根据权利要求6所述的航空铝合金管形铸件加工夹持工装,其特征在于:所述传动机构包括支撑板(1)的下端面中部固定安装的双轴电机(19),所述双轴电机(19)的上端设置有上输出轴,所述上输出轴延伸至支撑板(1)的上侧并与螺纹杆二(12)固定连接。
8.根据权利要求7所述的航空铝合金管形铸件加工夹持工装,其特征在于:所述双轴电机(19)的下端设置有下输出轴,所述下输出轴的下端固定安装有传动轮一(20),所述支撑板(1)的下侧对应两组螺纹杆一(4)设置有两组传动轮二(21),所述螺纹杆一(4)贯穿支撑板(1)并延伸至下侧与传动轮二(21)固定连接,所述传动轮一(20)与传动轮二(21)的外侧设置有皮带(22),并通过皮带(22)传动连接。
技术总结
本技术涉及航空铝合金铸件生产技术领域,具体为航空铝合金管形铸件加工夹持工装,包括支撑板,支撑板的下端面左侧与右侧均固定安装有支撑腿,支撑板的上端面左侧与右侧均设置有外夹持机构,支撑板的上侧中部有内夹持机构,支撑板的下侧设置有传动机构,外夹持机构包括支撑板的上端面固定安装的框架,框架的内部转动连接有螺纹杆一,螺纹杆一的外表面上侧螺旋传动连接有螺纹套一,螺纹套一的外表面左侧转动连接有连杆一。本技术通过设置内夹持机构与外夹持机构相互配合,在传动机构的传动下,使得夹板一与夹板二相向运动,将加工件的内部均进行夹持固定,增加设备在加工时的稳定性。
技术研发人员:张赵忠,王鹏华,李长伟,陶慧勇,胡山
受保护的技术使用者:河南国荣精密重型机械有限公司
技术研发日:20230726
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!