一种汽车用阀体加工用定位夹具的制作方法
本技术涉及汽车阀体加工,特别涉及一种汽车用阀体加工用定位夹具。
背景技术:
1、目前随着汽车行业的迅猛发展,汽车制造水平也在不断提高,这样对汽车制造行业的要求也是越来越高,比如在零部件的加工方面要求高质量高效率。为此现在各汽车制造商纷纷引进专用加工设备,但是针对于专用设备的配套产品还不是齐全。在汽车发动机阀体实际生产中需要与其相配套的工装夹具来辅助完成加工,以实现高质量高效率加工。
2、现有汽车阀体夹具在进行夹持工作时汽车阀体的中心不够稳定,存在定位不准的情况,夹具定位轴外径与汽车阀体的定位内径之间存在间隙,从而需要工作人员对汽车阀体的位置进行调整,影响汽车阀体夹持的工作效率。
技术实现思路
1、本实用新型的目的在于提供一种汽车用阀体加工用定位夹具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
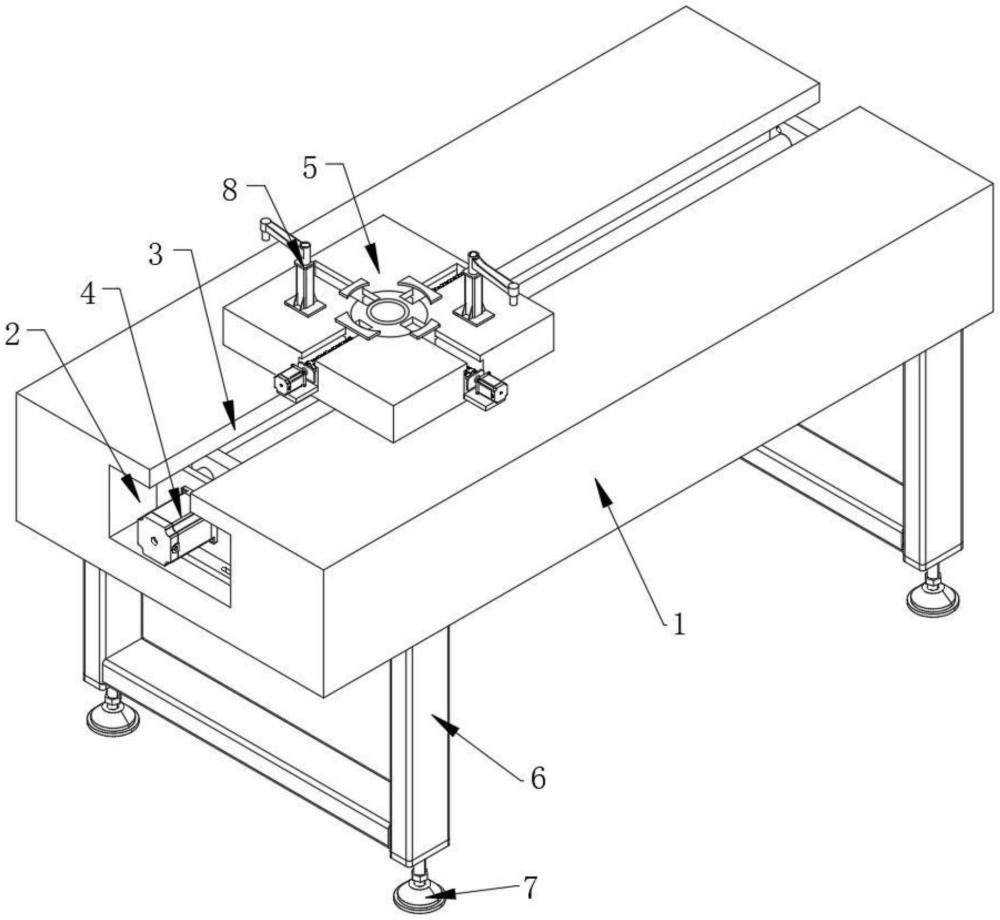
3、一种汽车用阀体加工用定位夹具,包括工作台,所述工作台上方开设有矩形空腔,其中矩形空腔顶端开设有长条状开口;所述矩形空腔内安装有调节机构,其中调节机构上方设有夹持机构,该夹持机构与调节机构活动连接;所述工作台下方设有支撑腿,其中支撑腿底部安装有调节脚垫。
4、优选地,所述调节机构包括固定座,其中固定座一端安装有电机;所述电机的输出轴键槽连接有丝杠,其中丝杠外壁套设有丝杠滑块,所述丝杠滑块上端向上延伸出长条状开口,其中丝杠滑块与夹持机构固定连接。
5、优选地,所述丝杠两侧分别设有导向杆,其中导向杆分别贯穿丝杠滑块并与其滑动连接。
6、优选地,所述丝杠滑块截面上方呈“工”字型,其中丝杠滑块两侧开设有限位滑槽;所述长条状开口的宽度小于矩形空腔的宽度,其中限位滑槽与长条状开口内侧边滑动连接。
7、优选地,所述夹持机构包括活动座,其中活动座底部与丝杠滑块固定连接;所述活动座上端开设有两组相互垂直的横向凹槽和纵向凹槽,其中横向凹槽的深度大于纵向凹槽的深度;所述横向凹槽内设有第一正反牙双头丝杆,其中纵向凹槽内设有第二正反牙双头丝杆;所述第一正反牙双头丝杆与第二正反牙双头丝杆相互垂直,其中第一正反牙双头丝杆设置在第二正反牙双头丝杆下方。
8、优选地,所述活动座上端中心处设有固定台,其中活动座上端安装有两个旋转压紧气缸。
9、优选地,所述横向凹槽一端设有第一支撑板,其中第一支撑板上设有第一伺服电机;所述第一伺服电机的输出轴与第一正反牙双头丝杆顶端键槽连接;所述纵向凹槽一端设有第二支撑板,其中第二支撑板上设有第二伺服电机;所述第二伺服电机的输出轴与第二正反牙双头丝杆顶端键槽连接。
10、优选地,所述第一正反牙双头丝杆两端外壁分别螺合连接有第一丝杆滑套,其中第一丝杆滑套上方固定安装有第一夹块;所述第二正反牙双头丝杆两端外壁分别螺合连接有第二丝杆滑套,其中第二丝杆滑套上方固定安装有第二夹块。
11、优选地,所述第一夹块与第二夹块的上端位于同一水平高度,其中第一夹块的长度小于第二夹块的长度。
12、优选地,所述第一夹块和第二夹块的夹持面为弧形结构,其中第一夹块和第二夹块的夹持面分别设有橡胶涂层。
13、与现有技术相比,本实用新型的有益效果:本实用新型在活动座上设置两组相互垂直交叉的第一正反牙双头丝杆和第二正反牙双头丝杆,通过第一伺服电机驱动第一正反牙双头丝杆带动第一夹块进行横向夹持,通过第二伺服电机驱动第二正反牙双头丝杆带动第二夹块进行纵向夹持,从而使第一夹块配合第二夹块对汽车阀体进行定中夹持,便于将汽车阀体固定在活动座中心位置的固定台上,配合旋转压紧气缸对汽车阀体进行压紧固定,使汽车阀体在加工时更加牢固,可实现对不同型号的汽车阀体进行夹紧定位,适用性强;通过设置调节机构对活动座的位置进行调整,方便对汽车阀体的加工面进行精准加工,节省时间成本,大大提高了工作效率。
技术特征:
1.一种汽车用阀体加工用定位夹具,包括工作台(1),其特征在于,所述工作台(1)上方开设有矩形空腔(2),其中矩形空腔(2)顶端开设有长条状开口(3);所述矩形空腔(2)内安装有调节机构(4),其中调节机构(4)上方设有夹持机构(5),该夹持机构(5)与调节机构(4)活动连接;所述工作台(1)下方设有支撑腿(6),其中支撑腿(6)底部安装有调节脚垫(7)。
2.根据权利要求1所述的一种汽车用阀体加工用定位夹具,其特征在于,所述调节机构(4)包括固定座(401),其中固定座(401)一端安装有电机(402);所述电机(402)的输出轴键槽连接有丝杠(403),其中丝杠(403)外壁套设有丝杠滑块(404),所述丝杠滑块(404)上端向上延伸出长条状开口(3),其中丝杠滑块(404)与夹持机构(5)固定连接。
3.根据权利要求2所述的一种汽车用阀体加工用定位夹具,其特征在于,所述丝杠(403)两侧分别设有导向杆(405),其中导向杆(405)分别贯穿丝杠滑块(404)并与其滑动连接。
4.根据权利要求2所述的一种汽车用阀体加工用定位夹具,其特征在于,所述丝杠滑块(404)截面上方呈“工”字型,其中丝杠滑块(404)两侧开设有限位滑槽(406);所述长条状开口(3)的宽度小于矩形空腔(2)的宽度,其中限位滑槽(406)与长条状开口(3)内侧边滑动连接。
5.根据权利要求1所述的一种汽车用阀体加工用定位夹具,其特征在于,所述夹持机构(5)包括活动座(501),其中活动座(501)底部与丝杠滑块(404)固定连接;所述活动座(501)上端开设有两组相互垂直的横向凹槽(502)和纵向凹槽(503),其中横向凹槽(502)的深度大于纵向凹槽(503)的深度;所述横向凹槽(502)内设有第一正反牙双头丝杆(504),其中纵向凹槽(503)内设有第二正反牙双头丝杆(505);所述第一正反牙双头丝杆(504)与第二正反牙双头丝杆(505)相互垂直,其中第一正反牙双头丝杆(504)设置在第二正反牙双头丝杆(505)下方。
6.根据权利要求5所述的一种汽车用阀体加工用定位夹具,其特征在于,所述活动座(501)上端中心处设有固定台,其中活动座(501)上端安装有两个旋转压紧气缸(8)。
7.根据权利要求5所述的一种汽车用阀体加工用定位夹具,其特征在于,所述横向凹槽(502)一端设有第一支撑板(506),其中第一支撑板(506)上设有第一伺服电机(507);所述第一伺服电机(507)的输出轴与第一正反牙双头丝杆(504)顶端键槽连接;所述纵向凹槽(503)一端设有第二支撑板(508),其中第二支撑板(508)上设有第二伺服电机(509);所述第二伺服电机(509)的输出轴与第二正反牙双头丝杆(505)顶端键槽连接。
8.根据权利要求7所述的一种汽车用阀体加工用定位夹具,其特征在于,所述第一正反牙双头丝杆(504)两端外壁分别螺合连接有第一丝杆滑套(510),其中第一丝杆滑套(510)上方固定安装有第一夹块(511);所述第二正反牙双头丝杆(505)两端外壁分别螺合连接有第二丝杆滑套(512),其中第二丝杆滑套(512)上方固定安装有第二夹块(513)。
9.根据权利要求8所述的一种汽车用阀体加工用定位夹具,其特征在于,所述第一夹块(511)与第二夹块(513)的上端位于同一水平高度,其中第一夹块(511)的长度小于第二夹块(513)的长度。
10.根据权利要求9所述的一种汽车用阀体加工用定位夹具,其特征在于,所述第一夹块(511)和第二夹块(513)的夹持面为弧形结构,其中第一夹块(511)和第二夹块(513)的夹持面分别设有橡胶涂层。
技术总结
本技术公开了一种汽车用阀体加工用定位夹具,包括工作台,所述工作台上方开设有矩形空腔,其中矩形空腔顶端开设有长条状开口;所述矩形空腔内安装有调节机构,其中调节机构上方设有夹持机构,该夹持机构与调节机构活动连接。本技术通过第一伺服电机驱动第一正反牙双头丝杆带动第一夹块进行横向夹持,通过第二伺服电机驱动第二正反牙双头丝杆带动第二夹块进行纵向夹持,从而使第一夹块配合第二夹块对汽车阀体进行定中夹持,配合旋转压紧气缸对汽车阀体进行压紧固定,使汽车阀体在加工时更加牢固;通过设置调节机构对活动座的位置进行调整,方便对汽车阀体的加工面进行精准加工,节省时间成本,大大提高了工作效率。
技术研发人员:杨茂欣,雷庆,黄发东,李文科
受保护的技术使用者:武汉东顺汽车配件有限公司
技术研发日:20230727
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!