一种轴桥定位工装的制作方法
本技术涉及工装夹具,更具体的说是涉及一种轴桥定位工装。
背景技术:
1、轴桥是轻轨机车转向架的核心部件,对整车行进起着重要作用。
2、传统的定位方法是完全依靠顶尖进行水平定位,找正方法是按之前画好的找正线用划针进行基准找正。传统的定位方法存在着定位误差大,找正过程繁琐,费时费力,加工后尺寸不一致,而且容易出现工废的弊端。
3、因此,研究出一种找正效率高,且定位准确的轴桥定位工装是本领域技术人员亟需解决的问题。
技术实现思路
1、有鉴于此,本实用新型提供了一种找正效率高,且定位准确的轴桥定位工装。
2、为了实现上述目的,本实用新型采用如下技术方案:
3、一种轴桥定位工装,包括:
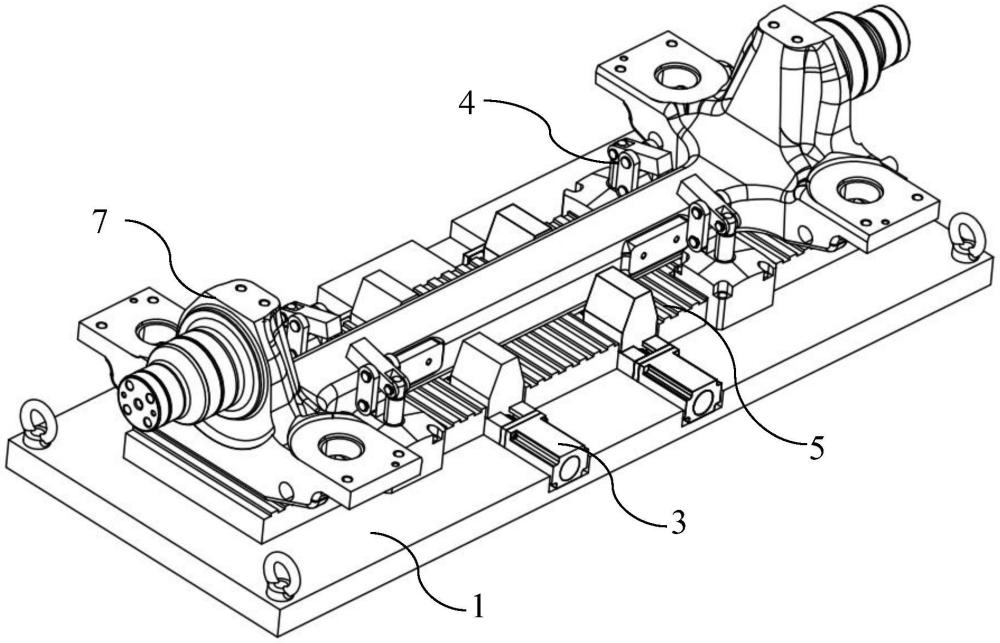
4、底板,工件置于所述底板的上方;
5、定位柱,所述定位柱置于所述底板顶部,且压紧于工件的端部;
6、液压对心夹钳,所述液压对心夹钳置于底板的顶部,且压紧于工件的两侧;
7、压紧液压缸,所述压紧液压缸置于底板的顶部,且压紧于工件的顶部。
8、采用上述技术方案的有益效果是,本实用新型中通过定位柱、液压对心夹钳以及压紧液压缸可以对工件的x、y、z方向进行限位,通过液压对心夹钳可以快速准确的对工件进行找正,找正效率高,且定位准确。
9、优选的,所述底板的顶部设置有定位板,工件位于所述定位板的顶部,所述定位板沿垂直于工件的长度方向上设有多条凸棱。多条凸棱的设置可以避免底板表面和工件底面因清除不彻底异物产生压痕;压紧时使工件微观上的变形均匀化,不至于强行把工件压平;调节了摩擦力,避免沾切削液后产生的“吸附力”造成工件不好装卸。
10、优选的,所述液压对心夹钳包括:液压马达、丝杠以及卡爪;所述液压马达的输出端与丝杠连接,并带动丝杠转动;所述丝杠两端的螺纹方向相反;所述卡爪置于丝杠的两端,且与丝杠螺纹连接;所述丝杠贯穿所述定位板且卡爪夹紧于工件的两端。通过液压马达带动丝杠转动,进而实现两个卡爪同步运动,可以对工件进行准确找正。
11、优选的,所述液压对心夹钳还包括钳体,所述钳体贯穿定位板且所述丝杠置于钳体内部;所述钳体的顶部设有滑槽,所述卡爪的底部穿过滑槽与丝杠连接。滑槽的设置方便卡爪移动。
12、优选的,所述钳体两端固定有端板,所述丝杠的两端与两端板转动连接。端板可以对丝杠起到支撑的作用。
13、优选的,所述定位板与卡爪对应的位置设有第一限位凹槽。卡爪可以在第一限位凹槽内移动对工件进行找正夹紧。
14、优选的,所述定位板与压紧液压缸对应的位置设有第二限位凹槽。第二限位凹槽的设置方便压紧液压缸对工件进行压紧。
15、优选的,所述底板的顶部设有支撑板,所述定位柱与支撑板固定连接。
16、经由上述的技术方案可知,与现有技术相比,本实用新型公开提供了一种轴桥定位工装,其有益效果为:
17、(1)本实用新型中通过丝杠带动卡爪同步运动,可以实现对工件的自动分中找正夹紧,省去了按线找正的过程,提高了加工效率;
18、(2)通过定位柱、液压对心夹钳以及压紧液压缸可以对工件的x、y、z方向进行限位,可以提高工件定位的准确性。
技术特征:
1.一种轴桥定位工装,其特征在于,包括:
2.根据权利要求1所述的一种轴桥定位工装,其特征在于,所述底板(1)的顶部设置有定位板(5),工件(7)位于所述定位板(5)的顶部,所述定位板(5)沿垂直于工件(7)的长度方向上设有多条凸棱(51)。
3.根据权利要求2所述的一种轴桥定位工装,其特征在于,所述液压对心夹钳(3)包括:液压马达(31)、丝杠(32)以及卡爪(33);所述液压马达(31)的输出端与丝杠(32)连接,并带动丝杠(32)转动;所述丝杠(32)两端的螺纹方向相反;所述卡爪(33)置于丝杠(32)的两端,且与丝杠(32)螺纹连接;所述丝杠(32)贯穿所述定位板(5)且卡爪(33)夹紧于工件(7)的两端。
4.根据权利要求3所述的一种轴桥定位工装,其特征在于,所述液压对心夹钳(3)还包括钳体(34),所述钳体(34)贯穿定位板(5)且所述丝杠(32)置于钳体(34)内部;所述钳体(34)的顶部设有滑槽,所述卡爪(33)的底部穿过滑槽与丝杠(32)连接。
5.根据权利要求4所述的一种轴桥定位工装,其特征在于,所述钳体(34)两端固定有端板(35),所述丝杠(32)的两端与两端板(35)转动连接。
6.根据权利要求3所述的一种轴桥定位工装,其特征在于,所述定位板(5)与卡爪(33)对应的位置设有第一限位凹槽(52)。
7.根据权利要求2所述的一种轴桥定位工装,其特征在于,所述定位板(5)与压紧液压缸(4)对应的位置设有第二限位凹槽(53)。
8.根据权利要求1所述的一种轴桥定位工装,其特征在于,所述底板(1)的顶部设有支撑板(6),所述定位柱(2)与支撑板(6)固定连接。
技术总结
本技术公开了一种轴桥定位工装,包括:底板、定位柱、液压对心夹钳以及压紧液压缸;工件置于底板的上方;定位柱置于底板顶部,且压紧于工件的端部;液压对心夹钳置于底板的顶部,且压紧于工件的两侧;压紧液压缸置于底板的顶部,且压紧于工件的顶部。本技术中的定位工装可以实现对工件的自动分中找正,可以提高工件的加工效率。
技术研发人员:薛文建
受保护的技术使用者:锦州捷通铁路机械股份有限公司
技术研发日:20230729
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!