一种AGC缸液控阀阀芯拆卸装置的制作方法
本技术涉及轧钢设备,特别涉及一种agc缸液控阀阀芯拆卸装置。
背景技术:
1、液压agc系统,即液压压下系统,是热连轧精轧机组自动控制中一个极为重要的组成部分,也是提高热轧带钢全长厚度精度的主要手段。液压agc系统具有精度高、惯性小、响应速度快、控制精确、操作简便灵活、安全可靠等优点,已经成为轧机厚度控制系统新的发展方向。
2、液压agc系统是通过液控阀组对液压缸的流量和压力进行调节、从而控制液压缸上下移动的行程,使得轧辊上下移动而完成对轧辊辊缝的调节,进而实现对板材厚度的控制。其中,液控阀是液压agc系统中的一个重要部件,主要作用是对液压缸进行锁定,作为竖直使用液压缸的保障,防止自由下落。液控阀安装在液压缸阀台上,一般采用插装阀,包括盖垫、阀套、阀芯、弹簧、密封件等。如图1所示,所述液控阀阀芯通常呈锥形结构,锥度与进油孔匹配,内腔呈圆柱形,内腔内安装弹簧后用压盖锁紧;液压油由进油口a进入阀芯后、由出油口b流出。
3、使用中,如果插装阀出现故障,比如阀芯卡住、弹簧损坏或断裂、运行时间长后接触端发生磨损、由于油液杂质多而划伤阀芯等情况,就会造成内泄漏过大,液压缸位置无法控制,进而导致液压缸偏向一侧、轧制力偏差大,存在带钢边浪、断带及废钢的隐患,必须将液控阀卸下,根据情况修理或更换。但是在拆卸阀芯时,由于存在阻尼带,且阀芯内表面光滑,没有受力点,且在油液润滑下更加光滑,因而无法快速将阀芯从阀座里拆卸出来,需要使用多种工具、并反复擦拭油液,拆卸时间较长,严重影响到生产的连续性。
技术实现思路
1、为解决现有技术存在的上述问题,本实用新型的目的在于提供一种agc缸液控阀阀芯拆卸装置。
2、为解决上述技术问题,本实用新型所采用的技术方案是:
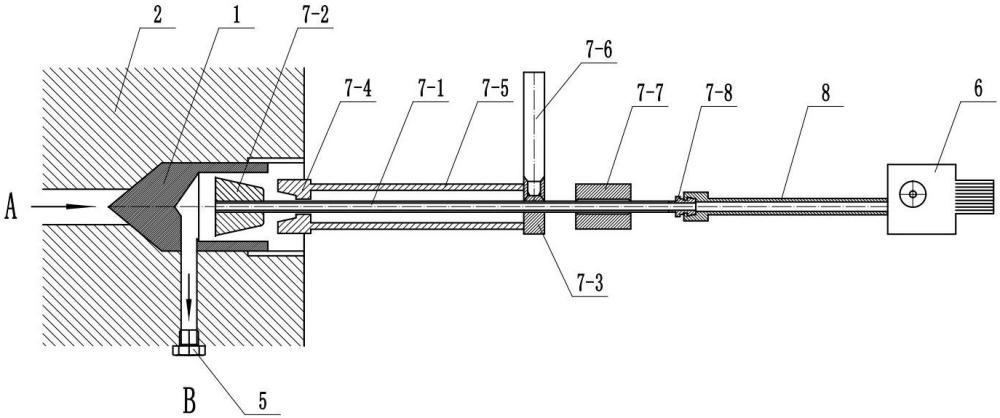
3、一种agc缸液控阀阀芯拆卸装置,包括拉拔组件、以及配合拉拔组件使用的堵丝和真空泵,所述堵丝与出油口b螺纹配合;所述拉拔组件包括套管、倒锥块、涨块、手柄和辅助块,所述套管为细径管状结构,套管外部车有螺纹、且套管两端贯通;在套管的前端外缘同轴焊接一倒锥块,所述倒锥块的大径端位于前端,且大径端的外径略小于液控阀阀芯的内径;所述套管的中部套设一连接座,连接座与套管螺纹连接,所述连接座连接两根向倒锥块伸出的直型连杆,在连杆的前端固定连接一涨块,所述涨块可插入倒锥块与阀芯内腔之间的间隙并卡紧;所述连接座上还固定安装一手柄。
4、本实用新型的进一步改进在于:所述涨块靠近倒锥块的一侧包括用于顶紧倒锥块后端面的平面部、以及与倒锥块锥度一致的斜面部,所述涨块的外壁与阀芯内腔壁相平行。
5、本实用新型的进一步改进在于:所述涨块与连杆通过浇铸一体成型,且两个涨块对称设置在套管两侧。
6、本实用新型的进一步改进在于:所述连接座后方还设置一辅助块,辅助块螺纹套接在套管上。
7、本实用新型的进一步改进在于:所述倒锥块与辅助块同轴设置。
8、本实用新型的进一步改进在于:所述套管尾部安装有用于连接真空管的快接头。
9、由于采用了上述技术方案,本实用新型取得的技术进步是:
10、本实用新型公开了一种agc缸液控阀阀芯拆卸装置,克服了阀芯卡住、拆卸困难的问题,能够快速便捷地将液控阀阀芯从阀座里拆卸出来,显著提高了阀芯的更换效率,大大改善了生产连续性。
11、本实用新型通过利用涨块对倒锥块及阀芯施加一定的压力,使阀芯、涨块及倒锥块之间承受相互的压力,组合为一个整体,再通过真空泵抽空内部空气,利用辅助块作为支撑点将阀芯拉出来,脱离阀座,简单便捷,拆卸速度快、效率高。
技术特征:
1.一种agc缸液控阀阀芯拆卸装置,其特征在于:包括拉拔组件、以及配合拉拔组件使用的堵丝(5)和真空泵(6),所述堵丝(5)与出油口(b)螺纹配合;
2.根据权利要求1所述的一种agc缸液控阀阀芯拆卸装置,其特征在于:所述涨块(7-4)靠近倒锥块(7-2)的一侧包括用于顶紧倒锥块(7-2)后端面的平面部、以及与倒锥块(7-2)锥度一致的斜面部,所述涨块(7-4)的外壁与阀芯(1)内腔壁相平行。
3.根据权利要求2所述的一种agc缸液控阀阀芯拆卸装置,其特征在于:所述涨块(7-4)与连杆(7-5)通过浇铸一体成型,且两个涨块(7-4)对称设置在套管(7-1)两侧。
4.根据权利要求3所述的一种agc缸液控阀阀芯拆卸装置,其特征在于:所述连接座(7-3)后方还设置一辅助块(7-7),辅助块(7-7)螺纹套接在套管(7-1)上。
5.根据权利要求4所述的一种agc缸液控阀阀芯拆卸装置,其特征在于:所述倒锥块(7-2)与辅助块(7-7)同轴设置。
6.根据权利要求1所述的一种agc缸液控阀阀芯(1)拆卸装置,其特征在于:所述套管(7-1)尾部安装有用于连接真空管(8)的快接头(7-8)。
技术总结
本技术提供了一种AGC缸液控阀阀芯拆卸装置,包括拉拔组件、以及配合拉拔组件使用的堵丝和真空泵,所述堵丝与出油口B螺纹配合;所述拉拔组件包括套管、倒锥块、涨块、手柄和辅助块,所述套管为细径管状结构,套管外部车有螺纹、且套管两端贯通;在套管的前端外缘焊接一倒锥块,所述倒锥块的大径端位于前端,且大径端的外径略小于液控阀阀芯的内径;所述套管的中部套设一连接座,连接座与套管螺纹连接,所述连接座连接两根向倒锥块伸出的直型连杆,在连杆的前端固定连接一涨块,连接座上还固定安装一手柄。本技术能够快速便捷地将液控阀阀芯从阀座里拆卸出来,显著提高了阀芯的更换效率,改善了生产连续性。
技术研发人员:李磊,李朋立,马昕,郝朝鑫,魏辉宁
受保护的技术使用者:德龙钢铁有限公司
技术研发日:20230731
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!